
Page 400 - Iscar
P. 400
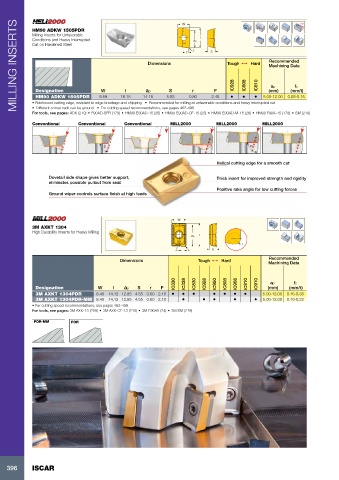
MILLING INSERTS HM90 ADKW 1505PDR Dimensions 1 W 2 F ap l S Tough 1 Hard Machining Data Rd°
Milling Inserts for Unfavorable
Conditions and Heavy Interrupted
Cut on Hardened Steel
r
Recommended
IC910
IC928
IC908
ap
fz
r
S
F
Designation
l
W
(mm/t)
(mm)
ap
•
•
•
0.08-0.15
5.00-12.00
14.15
2.45
0.80
5.83
9.59
HM90 ADKW 1505PDR
16.15
• Reinforced cutting edge, resistant to edge breakage and chipping • Recommended for milling at unfavorable conditions and heavy interrupted cut
• Different corner radii can be ground • For cutting speed recommendations, see pages 462-498
For tools, see pages: ADK (210) • F90AD-SFR (179) • HM90 E90AD-15 (25) • HM90 E90AD-CF-15 (25) • HM90 E90AD-M-15 (26) • HM90 F90A-15 (178) • SM (219)
Conventional Conventional Conventional MILL2000 MILL2000 MILL2000
Helical cutting edge for a smooth cut
Dovetail side shape gives better support, Thick insert for improved strength and rigidity
eliminates possible pullout from seat
Positive rake angle for low cutting forces
Ground wiper controls surface finish at high feeds
W
3M AXKT 1304
High Durability Inserts for Heavy Milling
ap l
r
F r S
Recommended
Dimensions Tough 1 Hard Machining Data
IC330 IC328 IC830 IC928 IC950 IC808 IC908 IC810 IC910 ap fz
Designation W l ap S r F (mm) (mm/t)
3M AXKT 1304PDR 8.40 14.12 12.85 4.55 0.60 2.10 • • • • • • • 5.00-12.00 0.15-0.35
3M AXKT 1304PDR-MM 8.40 14.12 12.85 4.55 0.60 2.10 • • • • • 5.00-12.00 0.10-0.22
• For cutting speed recommendations, see pages 462-498
For tools, see pages: 3M AXK-13 (209) • 3M AXK-CF-13 (210) • 3M E90AX (24) • 3M SM (219)
PDR-MM PDR
396 ISCAR