
Page 398 - Iscar
P. 398
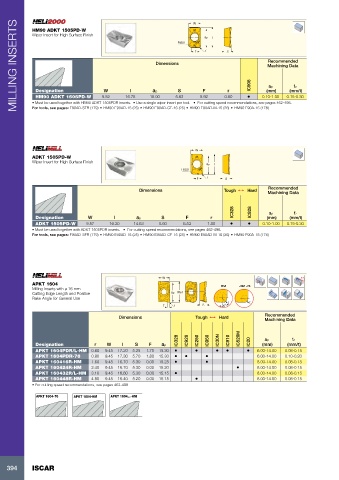
MILLING INSERTS HM90 ADKT 1505PD-W W l ap Dimensions R820 W W F W M90 F ap r l S r IC908 (mm) (mm/t)
Wiper Insert for High Surface Finish
Recommended
Machining Data
fz
ap
S
Designation
•
0.10-1.00
5.83
0.80
5.92
9.52
16.75
15.00
HM90 ADKT 1505PD-W
0.15-0.30
For tools, see pages: F90AD-SFR (179) • HM90 E90AD-15 (25) • HM90 E90AD-CF-15 (25) • HM90 E90AD-M-15 (26) • HM90 F90A-15 (178)
• Must be used together with HM90 ADKT 1505PDR inserts. • Use a single wiper insert per tool. • For cutting speed recommendations, see pages 462-498.
W
ADKT 1505PD-W W
Wiper Insert for High Surface Finish
ap l
R820 M90
r
F S
Recommended
Dimensions Tough 1 Hard Machining Data
IC328 IC928 ap fz
Designation W l ap S F r (mm) (mm/t)
ADKT 1505PD-W 9.57 16.30 14.63 5.60 6.53 1.00 • • 0.10-1.00 0.15-0.30
• Must be used together with ADKT 1505PDR inserts. • For cutting speed recommendations, see pages 462-498.
For tools, see pages: F90AD-SFR (179) • HM90 E90AD-15 (25) • HM90 E90AD-CF-15 (25) • HM90 E90AD-M-15 (26) • HM90 F90A-15 (178)
W Rd°
APKT 1604 HM -RM -76
Milling Inserts with a 16 mm
Cutting Edge Length and Positive ap l Ref
Rake Angle for General Use
r r
F r S 25˚
Recommended
Dimensions Tough 1 Hard
Machining Data
IC328 IC928 IC250 IC950 IC30N IC910 IC520M IC20 ap fz
Designation r W l S F ap (mm) (mm/t)
APKT 1604PDR/L-HM 0.80 9.45 17.20 5.25 1.70 15.30 • • • • • 6.00-14.00 0.08-0.15
APKT 1604PDR-76 0.80 9.45 17.30 5.70 1.80 15.30 • • • 6.00-14.00 0.10-0.20
APKT 160416R-HM 1.60 9.45 16.70 5.30 0.00 15.25 • • 8.00-14.00 0.08-0.15
APKT 160424R-HM 2.40 9.45 16.70 5.30 0.00 15.20 • 8.00-14.00 0.08-0.15
APKT 160432R/L-HM 3.10 9.45 16.60 5.30 0.00 15.15 • 8.00-14.00 0.08-0.15
APKT 160448R-HM 4.80 9.45 16.40 5.20 0.00 15.15 • 8.00-14.00 0.08-0.15
• For cutting speed recommendations, see pages 462-498
APKT 1604-76 APKT 1604-HM APKT 1604...-HM
394 ISCAR