
Page 403 - Iscar
P. 403
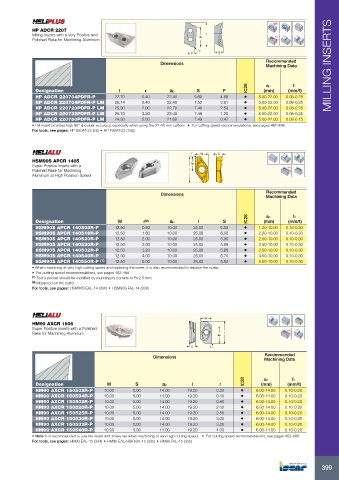
HP ADCR 2207
Milling Inserts with a Very Positive and ap l Rd°
Polished Rake for Machining Aluminum
r
F S
Recommended
Dimensions
Machining Data MILLING INSERTS
fz
ap
Designation l r ap S F IC28 (mm) (mm/t)
HP ADCR 220704PDFR-P 27.70 0.40 22.40 9.60 4.88 • 5.00-22.00 0.08-0.25
HP ADCR 220704PDFR-P LM 26.14 0.40 22.40 7.52 3.81 • 5.00-22.00 0.08-0.25
HP ADCR 220720PDFR-P LM 25.90 2.00 22.70 7.40 2.50 • 5.00-22.00 0.08-0.25
HP ADCR 220732PDFR-P LM 25.70 3.20 22.40 7.49 1.20 • 5.00-22.00 0.08-0.25
HP ADCR 220750PDFR-P LM 24.30 5.00 21.60 7.49 0.47 • 5.00-22.00 0.08-0.15
• LM insert provides high 90° shoulder accuracy, especially when using the 32-50 mm cutters • For cutting speed recommendations, see pages 462-498
For tools, see pages: HP E90AT-22 (28) • HP F90AT-22 (186)
r W S
HSM90S APCR 1405
Super Positive Inserts with a ap Rd°
Polished Rake for Machining l
Aluminum at High Rotation Speed
Recommended
Dimensions
Machining Data
fz
ap
Designation W r (2) ap l S IC28 (mm) (mm/t)
HSM90S APCR 140508R-P 12.50 0.80 10.00 25.00 6.05 • 1.20-10.00 0.10-0.30
HSM90S APCR 140516R-P 12.50 1.60 10.00 25.00 6.00 • 2.00-10.00 0.10-0.30
HSM90S APCR 140520R-P 12.50 2.00 10.00 25.00 5.95 • 2.50-10.00 0.10-0.30
HSM90S APCR 140530R-P 12.50 3.00 10.00 25.00 5.85 • 3.50-10.00 0.10-0.30
HSM90S APCR 140532R-P 12.50 3.20 10.00 25.00 5.80 • 3.50-10.00 0.10-0.30
HSM90S APCR 140540R-P 12.50 4.00 10.00 25.00 5.70 • 4.50-10.00 0.10-0.30
HSM90S APCR 140550R-P (1) 12.50 5.00 10.00 25.00 5.50 • 5.50-10.00 0.10-0.30
• When machining at very high cutting speed and replacing the insert, it is also recommended to replace the screw
• For cutting speed recommendations, see pages 462-498
(1) Tool's pocket should be modified by rounding its corners to R=2.5 mm
(2) Measured on the cutter
For tools, see pages: HSM90S EAL-14 (330) • HSM90S FAL-14 (330)
W
HM90 AXCR 1505
Super Positive Inserts with a Polished Rd°
Rake for Machining Aluminum ap l
S r
Recommended
Dimensions Machining Data
IC28 ap fz
Designation W S ap l r (mm) (mm/t)
HM90 AXCR 150502R-P 10.00 5.00 14.00 19.20 0.20 • 6.00-14.00 0.10-0.20
HM90 AXCR 150504R-P 10.00 5.00 14.00 19.20 0.40 • 6.00-14.00 0.10-0.20
HM90 AXCR 150508R-P 10.00 5.00 14.00 19.20 0.80 • 6.00-14.00 0.10-0.20
HM90 AXCR 150520R-P 10.00 5.00 14.00 19.20 2.00 • 6.00-14.00 0.10-0.20
HM90 AXCR 150525R-P 10.00 5.00 14.00 19.20 2.50 • 6.00-14.00 0.10-0.20
HM90 AXCR 150530R-P 10.00 5.00 14.00 19.20 3.00 • 6.00-14.00 0.10-0.20
HM90 AXCR 150532R-P 10.00 5.00 14.00 19.20 3.20 • 6.00-14.00 0.10-0.20
HM90 AXCR 150540R-P 10.00 5.00 14.00 19.20 4.00 • 6.00-14.00 0.10-0.20
• Note: It is recommended to use the insert and screw set when machining at very high cutting speed. • For cutting speed recommendations, see pages 462-498
For tools, see pages: HM90 EAL-15 (334) • HM90 EAL-HSK63A-15 (335) • HM90 FAL-15 (335)
399