
Page 407 - Iscar
P. 407
r r1 3°30’
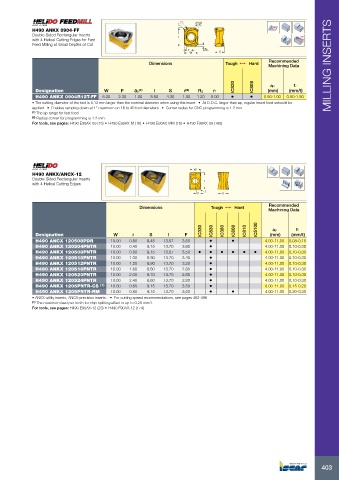
H490 ANKX 0904-FF
Double-Sided Rectangular Inserts l Rd°
with 4 Helical Cutting Edges for Fast
Feed Milling at Small Depths of Cut
F ap
W S
Recommended
Dimensions Tough 1 Hard
Machining Data MILLING INSERTS
IC830 IC808 ap fz
Designation W F ap (1) l S r (2) Rg r1 (mm) (mm/t)
H490 ANKX 0904R12T-FF 6.20 2.30 1.00 8.50 4.30 1.00 1.20 5.00 • • 0.50-1.00 0.50-1.50
• The cutting diameter of the tool is 0.12 mm larger than the nominal diameter when using this insert • At D.O.C. larger than ap, regular insert feed sshould be
applied • Enables ramping down at 1° maximum on 16 to 40 tool diameters • Corner radius for CNC programming is 1.2 mm
(1) The ap range for fast feed
(2) Radius corner for programming is 1.2 mm.
For tools, see pages: H490 E90AX-09 (15) • H490 E90AX-M (16) • H490 E90AX-MM (16) • H490 F90AX-09 (168)
W
H490 ANKX/ANCX-12 1
Double-Sided Rectangular Inserts I
with 4 Helical Cutting Edges 3
r
F S
Recommended
Dimensions Tough 1 Hard Machining Data
IC330 IC830 IC380 IC808 IC810 IC5100 ap fz
Designation W r S l F (mm) (mm/t)
H490 ANCX 120508PDR 10.00 0.80 9.45 13.67 3.50 • • 4.00-11.00 0.08-0.15
H490 ANKX 120504PNTR 10.00 0.40 9.15 13.70 3.80 • 4.00-11.00 0.10-0.30
H490 ANKX 120508PNTR 10.00 0.80 9.15 13.67 3.50 • • • • • • 4.00-11.00 0.10-0.30
H490 ANKX 120510PNTR 10.00 1.00 8.90 13.70 3.40 • 4.00-11.00 0.10-0.30
H490 ANKX 120512PNTR 10.00 1.20 8.90 13.70 3.20 • 4.00-11.00 0.10-0.30
H490 ANKX 120516PNTR 10.00 1.60 8.60 13.70 2.80 • 4.00-11.00 0.10-0.30
H490 ANKX 120520PNTR 10.00 2.00 8.70 13.70 2.80 • 4.00-11.00 0.10-0.30
H490 ANKX 120524PNTR 10.00 2.40 8.60 13.70 2.80 • 4.00-11.00 0.10-0.30
H490 ANKX 1205PNTR-CS (1) 10.00 0.80 9.15 13.70 3.50 • 8.00-11.00 0.15-0.20
H490 ANKX 1205PNTR-RM 10.00 0.80 9.15 13.70 3.50 • • 4.00-11.00 0.20-0.30
• ANKX-utility inserts, ANCX-precision inserts. • For cutting speed recommendations, see pages 462-498
(1) The maximum feed per tooth for chip splitting effect is up to 0.20 mm/t.
For tools, see pages: H490 E90AX-12 (23) • H490 F90AX-12 (174)
403