
Page 411 - Iscar
P. 411
ap W
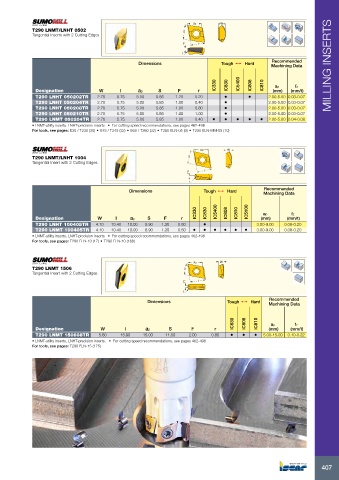
T290 LNMT/LNHT 0502 S
Tangential Inserts with 2 Cutting Edges
F l
r
Recommended
Dimensions Tough 1 Hard
Machining Data MILLING INSERTS
IC330 IC830 IC5400 IC808 IC810 ap fz
Designation W l ap S F r (mm) (mm/t)
T290 LNHT 050202TR 2.70 5.75 5.00 5.85 1.20 0.20 • • 2.00-5.00 0.03-0.07
T290 LNHT 050204TR 2.70 5.75 5.00 5.85 1.00 0.40 • 2.00-5.00 0.03-0.07
T290 LNHT 050208TR 2.70 5.75 5.00 5.85 1.00 0.80 • 2.00-5.00 0.03-0.07
T290 LNHT 050210TR 2.70 5.75 5.00 5.85 1.00 1.00 • 2.00-5.00 0.03-0.07
T290 LNMT 050204TR 2.70 5.75 5.00 5.85 1.00 0.40 • • • • • 2.00-5.00 0.04-0.08
• LNMT-utility inserts. LNHT-precision inserts • For cutting speed recommendations, see pages 462-498
For tools, see pages: E30 / T230 (30) • E45 / T245 (32) • E60 / T260 (32) • T290 ELN-05 (9) • T290 ELN-MM-05 (10)
ap W
T290 LNMT/LNHT 1004 S
Tangential Insert with 2 Cutting Edges
F l
r
Recommended
Dimensions Tough 1 Hard Machining Data
IC330 IC830 IC5400 IC808 IC810 IC5100 ap fz
Designation W l ap S F r (mm) (mm/t)
T290 LNHT 100405TR 4.10 10.40 10.00 8.90 1.30 0.50 • 3.00-9.00 0.08-0.20
T290 LNMT 100405TR 4.10 10.40 10.00 8.90 1.30 0.50 • • • • • • 3.00-9.00 0.08-0.20
• LNMT-utility inserts, LNHT-precision inserts • For cutting speed recommendations, see pages 462-498
For tools, see pages: T290 ELN-10 (17) • T290 FLN-10 (168)
ap W
T290 LNMT 1506 S
Tangential Insert with 2 Cutting Edges
F l
r
Recommended
Dimensions Tough 1 Hard Machining Data
IC830 IC808 IC810 ap fz
Designation W l ap S F r (mm) (mm/t)
T290 LNMT 150608TR 5.60 15.90 15.00 11.50 2.00 0.80 • • • 5.00-15.00 0.10-0.22
• LNMT-utility inserts, LNHT-precision inserts. • For cutting speed recommendations, see pages 462-498
For tools, see pages: T290 FLN-15 (175)
407