
Page 414 - Iscar
P. 414
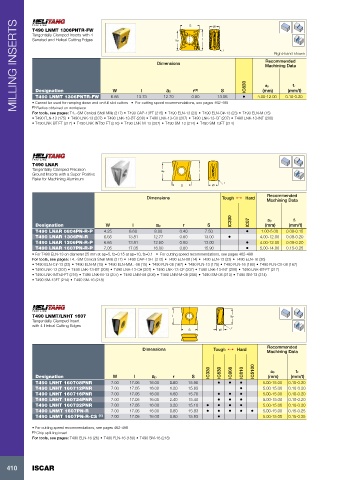
MILLING INSERTS T490 LNMT 1306PNTR-FW Dimensions S l W r IC830 ap Right-hand shown
Tangentially Clamped Inserts with 4
Serrated and Helical Cutting Edges
ap
Recommended
Machining Data
fz
(mm/t)
r
l
W
Designation
(mm)
S
(1)
ap
•
4.00-12.00
6.65
T490 LNMT 1306PNTR-FW
13.73
12.70
13.06
0.80
• Cannot be used for ramping down and on full slot cutters • For cutting speed recommendations, see pages 462-498
(1) Radius obtained on workpiece
For tools, see pages: T4..-SM Conical Shell Mills (217) • T490 CAP-13FT (215) • T490 ELN-13 (23) • T490 ELN-C#-13 (23) • T490 ELN-M (15) 0.10-0.20
• T490 FLN-13 (175) • T490 LNK-13 (207) • T490 LNK-13-BT (208) • T490 LNK-13-C# (207) • T490 LNK-13-CF (207) • T490 LNK-13-INT (208)
• T490 LNK-BT-FT (217) • T490 LNK-INT50-FT (216) • T490 LNK-M-13 (207) • T490 SM-13 (214) • T490 SM-13FT (214)
T490 LNAR
Tangentially Clamped Precision ap l
Ground Inserts with a Super Positive
Rake for Machining Aluminum
r
S W
Dimensions Tough 1 Hard Recommended
Machining Data
IC330 IC07 ap fz
Designation W l ap r S (mm) (mm/t)
T490 LNAR 0804PN-R-P 4.25 8.60 8.00 0.40 7.50 • 1.00-5.00 0.08-0.15
T490 LNAR 1306PN-R 6.65 13.81 12.77 0.80 13.00 • 4.00-12.00 0.08-0.20
T490 LNAR 1306PN-R-P 6.65 13.81 12.50 0.80 13.00 • 4.00-12.00 0.08-0.20
T490 LNAR 1607PN-R-P 7.05 17.05 16.00 0.80 15.90 • 5.00-14.00 0.15-0.25
• For T490 ELN-13 on diameter 25 mm at ap=5, fz=0.15 at ap=10, fz=0.1 • For cutting speed recommendations, see pages 462-498
For tools, see pages: T4..-SM Conical Shell Mills (217) • T490 CAP-13FT (215) • T490 ELN-08 (14) • T490 ELN-13 (23) • T490 ELN-16 (26)
• T490 ELN-C#-13 (23) • T490 ELN-M (15) • T490 ELN-MM..-08 (15) • T490 FLN-08 (167) • T490 FLN-13 (175) • T490 FLN-16 (180) • T490 FLN-C#-08 (167)
• T490 LNK-13 (207) • T490 LNK-13-BT (208) • T490 LNK-13-C# (207) • T490 LNK-13-CF (207) • T490 LNK-13-INT (208) • T490 LNK-BT-FT (217)
• T490 LNK-INT50-FT (216) • T490 LNK-M-13 (207) • T490 LNM-08 (206) • T490 LNM-M-08 (206) • T490 SM-08 (213) • T490 SM-13 (214)
• T490 SM-13FT (214) • T490 SM-16 (218)
T490 LNMT/LNHT 1607 l ap
Tangentially Clamped Insert
with 4 Helical Cutting Edges
S W r
Recommended
Dimensions Tough 1 Hard
Machining Data
IC330 IC830 IC808 IC810 IC5100 ap fz
Designation W l ap r S (mm) (mm/t)
T490 LNHT 160708PNR 7.00 17.05 16.00 0.80 15.90 • • • 5.00-15.00 0.10-0.20
T490 LNHT 160712PNR 7.00 17.05 16.00 1.20 15.83 • 5.00-15.00 0.10-0.20
T490 LNHT 160716PNR 7.00 17.05 16.00 1.60 15.70 • • • 5.00-15.00 0.10-0.20
T490 LNHT 160724PNR 7.00 17.05 16.00 2.40 15.40 • • • 5.00-15.00 0.10-0.20
T490 LNHT 160732PNR 7.00 17.05 16.00 3.20 15.10 • • • • 5.00-15.00 0.10-0.20
T490 LNMT 1607PN-R 7.00 17.05 16.00 0.80 15.83 • • • • • 5.00-15.00 0.15-0.25
T490 LNMT 1607PN-R-CS (1) 7.00 17.05 16.00 0.80 15.83 • 5.00-15.00 0.15-0.25
• For cutting speed recommendations, see pages 462-498
(1) Chip splitting insert
For tools, see pages: T490 ELN-16 (26) • T490 FLN-16 (180) • T490 SM-16 (218)
410 ISCAR