
Page 399 - Iscar
P. 399
W Rd°
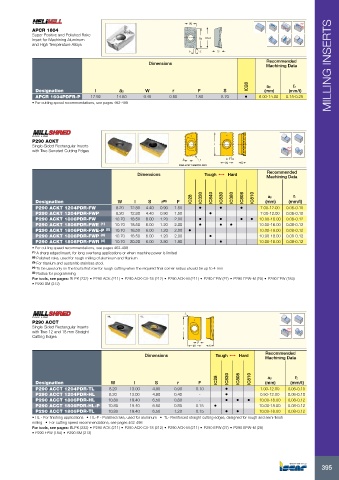
APCR 1604
Super Positive and Polished Rake
Insert for Machining Aluminum ap l Ref
and High Temperature Alloys
F r S
Recommended
Dimensions
Machining Data MILLING INSERTS
IC28 ap fz
Designation l ap W r F S (mm) (mm/t)
APCR 1604PDFR-P 17.92 14.50 9.45 0.80 1.80 5.70 • 6.00-14.00 0.15-0.25
• For cutting speed recommendations, see pages 462-498
P290 ACKT
Single-Sided Rectangular Inserts l Rd°
with Two Serrated Cutting Edges
F r F
W S
P290 ACKT 1806PDR-FWR
Recommended
Dimensions Tough 1 Hard Machining Data
IC28 IC330 IC840 IC830 IC380 IC808 IC810 ap fz
Designation W l S r (5) F (mm) (mm/t)
P290 ACKT 1204PDR-FW 8.20 12.80 4.40 0.90 1.50 • • • 7.00-12.00 0.06-0.10
P290 ACKT 1204PDR-FWP 8.20 12.80 4.40 0.90 1.50 • 7.00-12.00 0.06-0.10
P290 ACKT 1806PDR-FW 10.70 18.50 6.00 1.20 2.00 • • • • 10.00-18.00 0.08-0.12
P290 ACKT 1806PDR-FWE (1) 10.70 18.50 6.00 1.20 2.00 • • • 10.00-18.00 0.08-0.12
P290 ACKT 1806PDR-FWE-P (2) 10.70 18.50 6.00 1.20 2.00 • 10.00-18.00 0.08-0.12
P290 ACKT 1806PDR-FWP (3) 10.70 18.50 6.00 1.20 2.00 • 10.00-18.00 0.08-0.12
P290 ACKT 1806PDR-FWR (4) 10.70 20.20 6.00 3.80 1.90 • 10.00-18.00 0.08-0.12
• For cutting speed recommendations, see pages 462-498
(1) A sharp edged insert, for long overhang applications or when machine power is limited
(2) Polished rake, used for rough milling of aluminum and titanium
(3) For titanium and austenitic stainless steel.
(4) To be used only on the tool's first row for rough cutting when the required final corner radius should be up to 4 mm
(5) Radius for programming
For tools, see pages: BLPK (232) • P290 ACK (211) • P290 ACK-C#-18 (212) • P290 ACK-M (211) • P290 EPW (27) • P290 EPW-M (28) • P290 FPW (184)
• P290 SM (212)
r
P290 ACCT
Single-Sided Rectangular Inserts l Rd°
with Two 12 and 18 mm Straight
Cutting Edges
F
W S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC28 IC830 IC808 IC810 ap fz
Designation W l S r F (mm) (mm/t)
P290 ACCT 1204PDR-TL 8.20 13.00 4.80 0.90 0.10 • 1.00-12.00 0.06-0.10
P290 ACCT 1204PDR-HL 8.20 13.00 4.80 0.40 - • 0.50-12.00 0.06-0.10
P290 ACCT 1806PDR-HL 10.80 19.40 6.50 0.80 - • • • 10.00-18.00 0.08-0.12
P290 ACCT 1806PDR-HL-P 10.80 19.40 6.50 0.80 0.15 • 10.00-18.00 0.08-0.12
P290 ACCT 1806PDR-TL 10.80 19.40 6.50 1.20 0.15 • • 10.00-18.00 0.08-0.12
• HL - For finishing applications • HL-P - Polished rake, used for aluminum • TL- Reinforced straight cutting edges, designed for rough and semi-finish
milling • For cutting speed recommendations, see pages 462-498
For tools, see pages: BLPK (232) • P290 ACK (211) • P290 ACK-C#-18 (212) • P290 ACK-M (211) • P290 EPW (27) • P290 EPW-M (28)
• P290 FPW (184) • P290 SM (212)
395