
Page 393 - Iscar
P. 393
W Rd°
HM90 ADCT 1505PDR-CF
Inserts with 2 Different Cutting l
Edge Configurations Designed ap
for Chatter Dampening
F r S
Recommended
Dimensions Tough 1 Hard
Machining Data MILLING INSERTS
IC830 IC380 ap fz
Designation W l ap S r F (mm) (mm/t)
HM90 ADCT 1505PDR-CF 9.30 15.70 14.00 6.40 0.80 4.20 • • 5.00-14.00 0.08-0.15
• For cutting speed recommendations, see pages 462-498
For tools, see pages: ADK (210) • F90AD-SFR (179) • HM90 E90AD-15 (25) • HM90 E90AD-CF-15 (25) • HM90 E90AD-M-15 (26) • HM90 F90A-15 (178)
• SM (219)
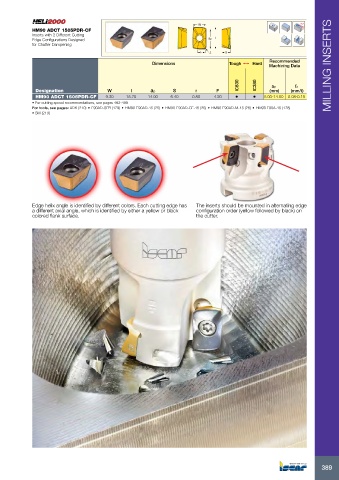
Edge helix angle is identified by different colors. Each cutting edge has The inserts should be mounted in alternating edge
a different axial angle, which is identified by either a yellow or black configuration order (yellow followed by black) on
colored flank surface. the cutter.
389