
Page 388 - Iscar
P. 388
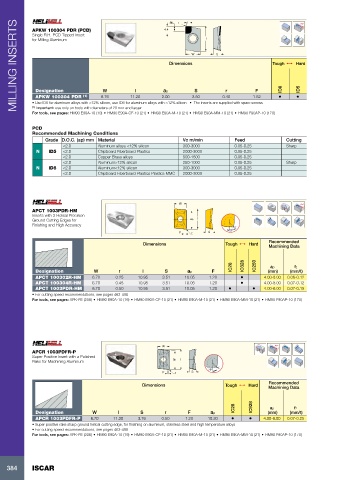
MILLING INSERTS APKW 100304 PDR (PCD) 4.4 Dimensions W l S Tough 1 Hard
F
r
ap
Rd°
Single R.H. PCD Tipped Insert
for Milling Aluminum
ID5
ID8
r
W
S
Designation
l
F
ap
(1)
2.00
APKW 100304 PDR
6.76
11.20
0.40
3.50
1.52
• Use ID5 for aluminum alloys with <12% silicon, use ID8 for aluminum alloys with >12% silicon • The inserts are supplied with spare screws
(1) Important: use only on tools with diameters of 20 mm and larger
For tools, see pages: HM90 E90A-10 (19) • HM90 E90A-CF-10 (21) • HM90 E90A-M-10 (21) • HM90 E90A-MM-10 (21) • HM90 F90AP-10 (170) • •
PCD
Recommended Machining Conditions
Grade D.O.C. (ap) mm Material Vc m/min Feed Cutting
<2.0 Aluminum alloys <12% silicon 300-3000 0.05-0.25 Sharp
N ID5 <2.0 Chipboard Fiberboard Plastics 2000-3000 0.05-0.25
<2.0 Copper Brass alloys 500-1500 0.05-0.25
<2.0 Aluminum>12% silicon 250-1000 0.05-0.25 Sharp
N ID8 <2.0 Aluminum<12% silicon 300-3000 0.05-0.25
<2.0 Chipboard Fiberboard Plastics Plastics MMC 2000-3000 0.05-0.25
W Rd°
APCT 1003PDR-HM
Inserts with 2 Helical Precision
Ground Cutting Edges for ap I
Finishing and High Accuracy r
25°
F r S
Recommended
Dimensions Tough 1 Hard Machining Data
IC28 IC328 IC250 ap fz
Designation W r l S ap F (mm) (mm/t)
APCT 100302R-HM 6.70 0.25 10.95 3.51 10.05 1.20 • 4.00-8.00 0.06-0.12
APCT 100304R-HM 6.70 0.45 10.95 3.51 10.05 1.20 • 4.00-8.00 0.07-0.12
APCT 1003PDR-HM 6.70 0.50 10.95 3.51 10.05 1.20 • • 4.00-8.00 0.07-0.15
• For cutting speed recommendations, see pages 462-498
For tools, see pages: APK-FE (208) • HM90 E90A-10 (19) • HM90 E90A-CF-10 (21) • HM90 E90A-M-10 (21) • HM90 E90A-MM-10 (21) • HM90 F90AP-10 (170)
W Rd°
APCR 1003PDFR-P
Super Positive Insert with a Polished I
Rake for Machining Aluminum ap
r
25°
F r S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC28 IC928 ap fz
Designation W l S r F ap (mm) (mm/t)
APCR 1003PDFR-P 6.70 11.20 3.76 0.50 1.20 10.30 • • 4.00-8.00 0.07-0.25
• Super positive rake sharp ground helical cutting edge, for finishing on aluminum, stainless steel and high temperature alloys
• For cutting speed recommendations, see pages 462-498
For tools, see pages: APK-FE (208) • HM90 E90A-10 (19) • HM90 E90A-CF-10 (21) • HM90 E90A-M-10 (21) • HM90 E90A-MM-10 (21) • HM90 F90AP-10 (170)
384 ISCAR