
Page 385 - Iscar
P. 385
ae W S
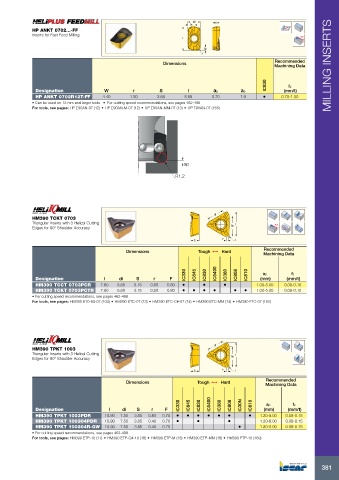
HP ANKT 0702...-FF
Inserts for Fast Feed Milling
l Rd°
ap
r
Recommended
Dimensions
Machining Data MILLING INSERTS
IC830 fz
Designation W r S l ap ae (mm/t)
HP ANKT 0702R12T-FF 4.40 1.20 2.60 8.55 0.70 1.9 • 0.70-1.00
• Can be used on 12 mm and larger tools • For cutting speed recommendations, see pages 462-498
For tools, see pages: HP E90AN-07 (12) • HP E90AN-M-07 (12) • HP E90AN-MM-07 (13) • HP F90AN-07 (165)
ap
R1.2
di
HM390 TCKT 0703
Triangular Inserts with 3 Helical Cutting l Rd°
Edges for 90° Shoulder Accuracy ap
S F r
Dimensions Tough 1 Hard Recommended
Machining Data
IC330 IC845 IC830 IC5400 IC380 IC808 IC810 ap fz
Designation l di S r F (mm) (mm/t)
HM390 TCCT 0703PCR 7.80 5.80 3.15 0.50 0.80 • • • 1.00-5.00 0.08-0.15
HM390 TCKT 0703PCTR 7.80 5.80 3.15 0.50 0.80 • • • • • • 1.00-5.00 0.08-0.15
• For cutting speed recommendations, see pages 462-498
For tools, see pages: HM390 E10-80-07 (104) • HM390 ETC-07 (13) • HM390 ETC-C#-07 (14) • HM390 ETC-MM (14) • HM390 FTC-07 (165)
di
HM390 TPKT 1003
Triangular Inserts with 3 Helical Cutting ap l
Edges for 90° Shoulder Accuracy
S F r
Recommended
Dimensions Tough 1 Hard
Machining Data
IC330 IC845 IC830 IC5400 IC380 IC808 IC30N IC810 ap fz
Designation l di S r F (mm) (mm/t)
HM390 TPKT 1003PDR 10.90 7.50 3.85 0.80 0.70 • • • • • • • 1.20-8.00 0.08-0.15
HM390 TPKT 100304PDR 10.90 7.50 3.85 0.40 0.70 • • • 1.20-8.00 0.08-0.15
HM390 TPKT 100304R-GW 10.90 7.50 3.85 0.40 0.70 • 1.20-8.00 0.08-0.15
• For cutting speed recommendations, see pages 462-498
For tools, see pages: HM390 ETP-10 (17) • HM390 ETP-C#-10 (18) • HM390 ETP-M (18) • HM390 ETP-MM (18) • HM390 FTP-10 (169)
381