
Page 389 - Iscar
P. 389
W Rd°
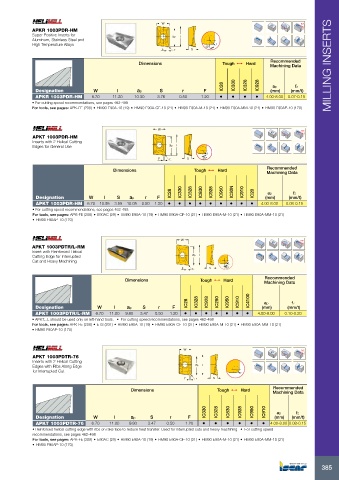
APKR 1003PDR-HM
Super Positive Inserts for ap I
Aluminum, Stainless Steel and
High Temperature Alloys 25° r
F r S
Recommended
Dimensions Tough 1 Hard
Machining Data MILLING INSERTS
IC28 IC330 IC328 IC928 ap fz
Designation W l ap S r F (mm) (mm/t)
APKR 1003PDR-HM 6.70 11.20 10.30 3.76 0.50 1.20 • • • • 4.00-8.00 0.07-0.15
• For cutting speed recommendations, see pages 462-498
For tools, see pages: APK-FE (208) • HM90 E90A-10 (19) • HM90 E90A-CF-10 (21) • HM90 E90A-M-10 (21) • HM90 E90A-MM-10 (21) • HM90 F90AP-10 (170)
W Rd°
APKT 1003PDR-HM
Inserts with 2 Helical Cutting
Edges for General Use ap I
r
F r S 25°
Recommended
Dimensions Tough 1 Hard
Machining Data
IC28 IC330 IC328 IC830 IC928 IC950 IC30N IC910 IC20 ap fz
Designation W l S ap r F (mm) (mm/t)
APKT 1003PDR-HM 6.70 10.95 3.55 10.05 0.50 1.20 • • • • • • • • • 4.00-8.00 0.08-0.15
• For cutting speed recommendations, see pages 462-498
For tools, see pages: APK-FE (208) • E90AC (29) • HM90 E90A-10 (19) • HM90 E90A-CF-10 (21) • HM90 E90A-M-10 (21) • HM90 E90A-MM-10 (21)
• HM90 F90AP-10 (170)
W Rd°
APKT 1003PDTR/L-RM
Insert with Reinforced Helical
Cutting Edge for Interrupted ap I
Cut and Heavy Machining r
F r S 25°
Recommended
Dimensions Tough 1 Hard
Machining Data
IC28 IC328 IC928 IC250 IC950 IC910 IC4100 ap fz
Designation W l ap S r F (mm) (mm/t)
APKT 1003PDTR/L-RM 6.70 11.00 9.80 3.47 0.50 1.20 • • • • • • • 4.00-8.00 0.10-0.20
• APKT...L should be used only on left-hand tools. • For cutting speed recommendations, see pages 462-498
For tools, see pages: APK-FE (208) • ETS (291) • HM90 E90A-10 (19) • HM90 E90A-CF-10 (21) • HM90 E90A-M-10 (21) • HM90 E90A-MM-10 (21)
• HM90 F90AP-10 (170)
W Rd°
APKT 1003PDTR-76
Inserts with 2 Helical Cutting
Edges with Ribs Along Edge ap l
for Interrupted Cut r
F r S
Recommended
Dimensions Tough 1 Hard Machining Data
IC330 IC328 IC830 IC928 IC950 IC910 ap fz
Designation W l ap S r F (mm) (mm/t)
APKT 1003PDTR-76 6.70 11.00 9.80 3.47 0.50 1.20 • • • • • • 4.00-8.00 0.08-0.15
• Reinforced helical cutting edge with ribs on rake face to reduce heat transfer. Used for interrupted cuts and heavy machining • For cutting speed
recommendations, see pages 462-498
For tools, see pages: APK-FE (208) • E90AC (29) • HM90 E90A-10 (19) • HM90 E90A-CF-10 (21) • HM90 E90A-M-10 (21) • HM90 E90A-MM-10 (21)
• HM90 F90AP-10 (170)
385