
Page 386 - Iscar
P. 386
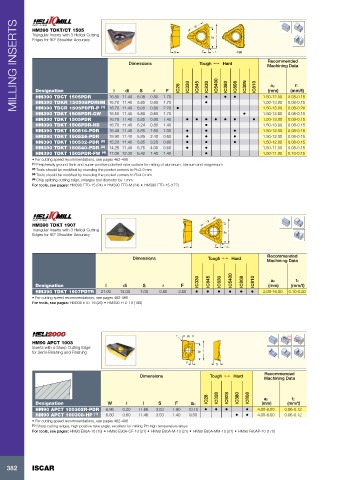
MILLING INSERTS HM390 TDKT/CT 1505 Dimensions S IC28 IC330 di IC845 Tough 1 Hard -FW IC30N IC810 Machining Data
Triangular Inserts with 3 Helical Cutting
l
ap
Edges for 90° Shoulder Accuracy
F
r
Recommended
IC5400
IC808
IC380
IC830
fz
ap
(mm/t)
r
F
S
di
l
(mm)
Designation
HM390 TDCT 1505PDR
•
5.85
HM390 TDKR 150508PDRHM 16.70 11.40
0.80
1.50-13.00
1.70
0.08-0.15
2.20 •
16.70 11.40
1.50-13.00
0.80
0.08-0.20
6.00
HM390 TDCR 1505PDFR-P
HM390 TDKT 1505PDR-GW (1) 16.80 11.40 6.08 0.80 1.70 • • • • 1.50-12.00 0.08-0.15
0.80
0.08-0.15
5.80
16.50 11.40
1.70
1.50-13.00
HM390 TDKT 1505PDR 16.70 11.40 5.85 0.80 1.40 • • • • • • • 1.50-13.00 0.08-0.15
HM390 TDKT 1505PDR-HS 16.70 11.40 6.24 0.80 1.40 • 1.50-13.00 0.08-0.15
HM390 TDKT 150516-PDR 16.40 11.40 5.85 1.60 1.00 • • • 1.50-12.50 0.08-0.15
HM390 TDKT 150524-PDR 15.90 11.40 5.85 2.40 0.60 • • • 1.50-12.00 0.08-0.15
HM390 TDKT 150532-PDR (2) 15.20 11.40 5.85 3.20 0.60 • • • 1.50-12.00 0.08-0.15
HM390 TDKT 150540-PDR (3) 14.25 11.40 5.75 4.00 0.60 • • 1.50-11.00 0.08-0.15
HM390 TDKT 1505PDR-FW (4) 17.06 12.30 6.42 1.40 1.40 • 1.50-11.00 0.10-0.15
• For cutting speed recommendations, see pages 462-498
(1) Peripherally ground flank and super positive polished rake surface for milling of aluminum, titanium and magnesium
(2) Tools should be modified by rounding the pocket corners to R=2.0 mm
(3) Tools should be modified by rounding the pocket corners to R=4.0 mm
(4) Chip splitting cutting edge, enlarges tool diameter by 1 mm
For tools, see pages: HM390 ETD-15 (24) • HM390 ETD-M (24) • HM390 FTD-15 (177)
HM390 TDKT 1907 di
Triangular Inserts with 3 Helical Cutting l
Edges for 90° Shoulder Accuracy ap
S F r
Recommended
Dimensions Tough 1 Hard Machining Data
IC330 IC845 IC830 IC5400 IC808 IC810 ap fz
Designation l di S r F (mm) (mm/t)
HM390 TDKT 1907PDTR 21.00 14.00 7.00 0.80 2.50 • • • • • • 2.00-16.00 0.10-0.20
• For cutting speed recommendations, see pages 462-498
For tools, see pages: HM390 ETD-19 (26) • HM390 FTD-19 (180)
r W Rd°
HM90 APCT 1003
Inserts with a Sharp Cutting Edge
for Semi-Finishing and Finishing ap l
F S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC28 IC328 IC928 IC380 IC808 ap fz
Designation W r l S F ap (mm) (mm/t)
HM90 APCT 100302R-PDR 6.96 0.20 11.66 3.53 1.90 10.10 • • • • 4.00-8.00 0.06-0.12
HM90 APCT 100308-HP (1) 6.80 0.80 11.46 3.53 1.40 9.50 • • 4.00-8.00 0.06-0.12
• For cutting speed recommendations, see pages 462-498
(1) Sharp cutting edges, high positive rake angle, excellent for milling PH high temperature alloys
For tools, see pages: HM90 E90A-10 (19) • HM90 E90A-CF-10 (21) • HM90 E90A-M-10 (21) • HM90 E90A-MM-10 (21) • HM90 F90AP-10 (170)
382 ISCAR