
Page 572 - Dormer
P. 572
GENERAL HINTS
THREADING
GENERAL HINTS ON TAPPING
The success of any tapping operation depends on a number of factors, all of which affect the quality of the finished
product.
1. Select the correct design of tap for the component material and type of hole, i.e. through or blind, from the Materials
Classification chart.
2. Ensure the component is securely clamped - lateral movement may cause tap breakage or poor quality threads.
3. Select the correct size of drill from the relevant catalogue page. Always ensure that work hardening of the component
material is kept to a minimum.
4. Select the correct cutting speed as shown on the catalogue product page.
5. Use appropriate cutting fluid for correct application.
6. In NC applications ensure that the feed value chosen for the program is correct. When using a tapping attachment,
95% to 97% of the pitch is recommended to allow the tap to generate its own pitch.
7. Where possible, hold the tap in a good quality torque limiting tapping attachment, which ensures free axial move-
ment of the tap and presents it squarely to the hole. It also protects the tap from breakage if accidentally ‘bottomed’
in a blind hole.
8. Ensure smooth entry of the tap into the hole, as an uneven feed may cause ‘bell mouthing’.
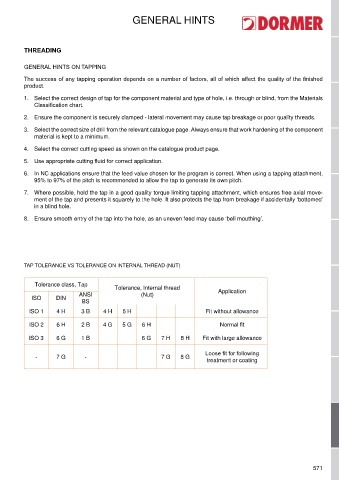
TAP TOLERANCE VS TOLERANCE ON INTERNAL THREAd (NUT)
Tolerance class, Tap
Tolerance, Internal thread
ANSI (Nut) Application
ISO DIN
BS
ISO 1 4 H 3 B 4 H 5 H Fit without allowance
ISO 2 6 H 2 B 4 G 5 G 6 H Normal fit
ISO 3 6 G 1 B 6 G 7 H 8 H Fit with large allowance
Loose fit for following
- 7 G - 7 G 8 G
treatment or coating
571