
Page 574 - Dormer
P. 574
GENERAL HINTS
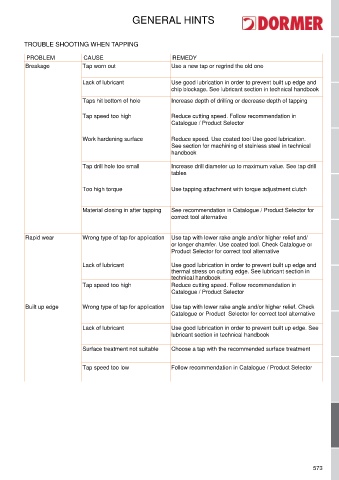
TROUBLE SHOOTING WHEN TAPPING
PROBLEM CAUSE REMEDY
Breakage Tap worn out Use a new tap or regrind the old one
Lack of lubricant Use good lubrication in order to prevent built up edge and
chip blockage. See lubricant section in technical handbook
Taps hit bottom of hole Increase depth of drilling or decrease depth of tapping
Tap speed too high Reduce cutting speed. Follow recommendation in
Catalogue / Product Selector
Work hardening surface Reduce speed. Use coated tool Use good lubrication.
See section for machining of stainless steel in technical
handbook
Tap drill hole too small Increase drill diameter up to maximum value. See tap drill
tables
Too high torque Use tapping attachment with torque adjustment clutch
Material closing in after tapping See recommendation in Catalogue / Product Selector for
correct tool alternative
Rapid wear Wrong type of tap for application Use tap with lower rake angle and/or higher relief and/
or longer chamfer. Use coated tool. Check Catalogue or
Product Selector for correct tool alternative
Lack of lubricant Use good lubrication in order to prevent built up edge and
thermal stress on cutting edge. See lubricant section in
technical handbook
Tap speed too high Reduce cutting speed. Follow recommendation in
Catalogue / Product Selector
Built up edge Wrong type of tap for application Use tap with lower rake angle and/or higher relief. Check
Catalogue or Product Selector for correct tool alternative
Lack of lubricant Use good lubrication in order to prevent built up edge. See
lubricant section in technical handbook
Surface treatment not suitable Choose a tap with the recommended surface treatment
Tap speed too low Follow recommendation in Catalogue / Product Selector
573