
Page 569 - Dormer
P. 569
GENERAL HINTS
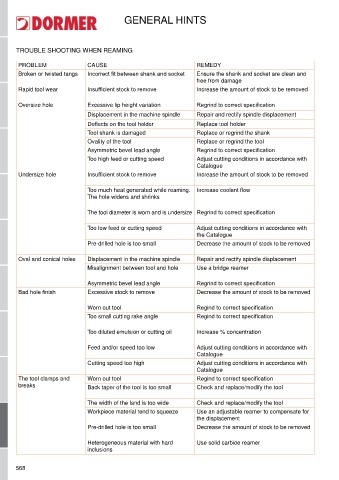
TROUBLE SHOOTING WHEN REAMING
PROBLEM CAUSE REMEDY
Broken or twisted tangs Incorrect fit between shank and socket Ensure the shank and socket are clean and
free from damage
Rapid tool wear Insufficient stock to remove Increase the amount of stock to be removed
Oversize hole Excessive lip height variation Regrind to correct specification
displacement in the machine spindle Repair and rectify spindle displacement
Deflects on the tool holder Replace tool holder
Tool shank is damaged Replace or regrind the shank
Ovality of the tool Replace or regrind the tool
Asymmetric bevel lead angle Regrind to correct specification
Too high feed or cutting speed Adjust cutting conditions in accordance with
Catalogue
Undersize hole Insufficient stock to remove Increase the amount of stock to be removed
Too much heat generated while reaming. Increase coolant flow
The hole widens and shrinks
The tool diameter is worn and is undersize Regrind to correct specification
Too low feed or cutting speed Adjust cutting conditions in accordance with
the Catalogue
Pre-drilled hole is too small decrease the amount of stock to be removed
Oval and conical holes displacement in the machine spindle Repair and rectify spindle displacement
Misalignment between tool and hole Use a bridge reamer
Asymmetric bevel lead angle Regrind to correct specification
Bad hole finish Excessive stock to remove decrease the amount of stock to be removed
Worn out tool Regind to correct specification
Too small cutting rake angle Regind to correct specification
Too diluted emulsion or cutting oil Increase % concentration
Feed and/or speed too low Adjust cutting conditions in accordance with
Catalogue
Cutting speed too high Adjust cutting conditions in accordance with
Catalogue
The tool clamps and Worn out tool Regind to correct specification
breaks Back taper of the tool is too small Check and replace/modify the tool
The width of the land is too wide Check and replace/modify the tool
Workpiece material tend to squeeze Use an adjustable reamer to compensate for
the displacement
Pre-drilled hole is too small decrease the amount of stock to be removed
Heterogeneous material with hard Use solid carbide reamer
inclusions
568