
Page 635 - Iscar
P. 635
USER GUIDE
Technical Information -
Cartridge Style Drill Head Diameter Setting
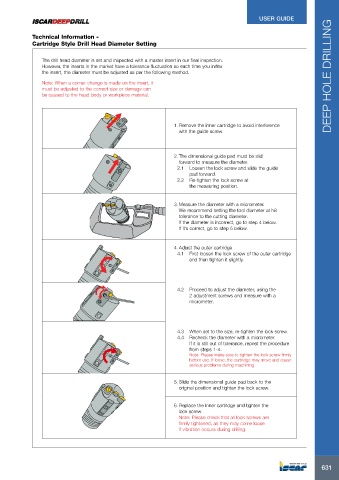
The drill head diameter is set and inspected with a master insert in our final inspection.
However, the inserts in the market have a tolerance fluctuation so each time you index
the insert, the diameter must be adjusted as per the following method. DEEP HOLE DRILLING
Note: When a corner change is made on the insert, it
must be adjusted to the correct size or damage can
be caused to the head body or workpiece material.
1. Remove the inner cartridge to avoid interference
with the guide screw.
2. The dimensional guide pad must be slid
forward to measure the diameter.
2.1 Loosen the lock screw and slide the guide
pad forward.
2.2 Re-tighten the lock screw at
the measuring position.
3. Measure the diameter with a micrometer.
We recommend setting the tool diameter at h8
tolerance to the cutting diameter.
If the diameter is incorrect, go to step 4 below.
If it’s correct, go to step 5 below.
4. Adjust the outer cartridge
4.1 First loosen the lock screw of the outer cartridge
and then tighten it slightly.
4.2 Proceed to adjust the diameter, using the
2 adjustment screws and measure with a
micrometer.
4.3 When set to the size, re-tighten the lock screw.
4.4 Recheck the diameter with a micrometer.
If it is still out of tolerance, repeat the procedure
from steps 1-4.
Note: Please make sure to tighten the lock screw firmly
before use. If loose, the cartridge may move and cause
serious problems during machining.
5. Slide the dimensional guide pad back to the
original position and tighten the lock screw.
6. Replace the inner cartridge and tighten the
lock screw.
Note: Please check that all lock screws are
firmly tightened, as they may come loose
if vibration occurs during drilling.
631
631