
Page 425 - Iscar
P. 425
S W
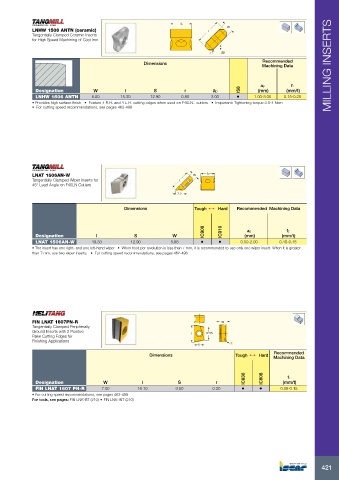
LNHW 1506 ANTN (ceramic) l
Tangentially Clamped Ceramic Inserts
for High Speed Machining of Cast Iron
r ap
Recommended
Dimensions
Machining Data MILLING INSERTS
ap fz
Designation W l S r ap IS8 (mm) (mm/t)
LNHW 1506 ANTN 6.00 15.30 12.90 0.80 3.00 • 1.00-3.00 0.15-0.25
• Provides high surface finish • Feature 4 R.H. and 4 L.H. cutting edges when used on F45LN.. cutters • Important: Tightening torque 3.5-4 Nxm
• For cutting speed recommendations, see pages 462-498
LNAT 1506AN-W W S
Tangentially Clamped Wiper Inserts for l
45° Lead Angle on F45LN Cutters
7.2
Dimensions Tough 1 Hard Recommended Machining Data
IC908 IC910 ap fz
Designation l S W (mm) (mm/t)
LNAT 1506AN-W 19.33 12.90 5.98 • • 0.50-2.00 0.10-0.15
• The insert has one right- and one left-hand wiper • When feed per revolution is less than 7 mm, it is recommended to use only one wiper insert. When it is greater
than 7 mm, use two wiper inserts. • For cutting speed recommendations, see pages 462-498
FIN LNAT 1607PN-R W
Tangentially Clamped Peripherally
Ground Inserts with 2 Positive l 12.55
Rake Cutting Edges for
Finishing Applications r
S
Recommended
Dimensions Tough 1 Hard Machining Data
IC830 IC808 fz
Designation W l S r (mm/t)
FIN LNAT 1607 PN-R 7.00 16.10 9.50 0.30 • • 0.08-0.15
• For cutting speed recommendations, see pages 462-498
For tools, see pages: FIN LNK-BT (210) • FIN LNK-INT (210)
421