
Page 428 - Iscar
P. 428
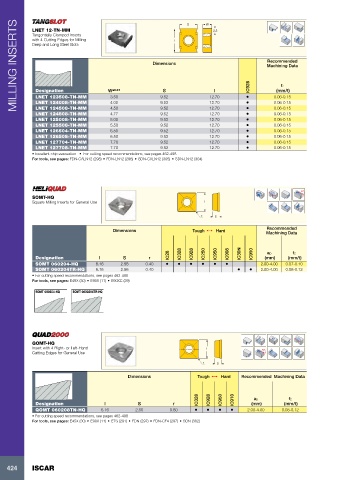
MILLING INSERTS LNET 12-TN-MM ±0.01 Dimensions l S W 2.5 IC928 Machining Data
Tangentially Clamped Inserts
with 4 Cutting Edges for Milling
Deep and Long Steel Slots
Recommended
fz
(mm/t)
Designation
l
S
LNET 123508-TN-MM
•
0.06-0.15
LNET 124008-TN-MM
12.70
4.00
9.52
•
4.50
LNET 124508-TN-MM
12.70
9.52
0.06-0.15
•
9.52
12.70
LNET 124808-TN-MM W 3.50 9.52 12.70 • 0.06-0.15
0.06-0.15
4.77
LNET 125008-TN-MM 5.00 9.52 12.70 • 0.06-0.15
LNET 125508-TN-MM 5.50 9.52 12.70 • 0.06-0.15
LNET 126504-TN-MM 6.50 9.52 12.70 • 0.06-0.15
LNET 126508-TN-MM 6.50 9.52 12.70 • 0.06-0.15
LNET 127704-TN-MM 7.70 9.52 12.70 • 0.06-0.15
LNET 127708-TN-MM 7.70 9.52 12.70 • 0.06-0.15
• Excellent chip evacuation • For cutting speed recommendations, see pages 462-498
For tools, see pages: FDN-CALN12 (298) • FDN-LN12 (296) • SDN-CALN12 (305) • SDN-LN12 (304)
Rd°
SOMT-HQ
Square Milling Inserts for General Use l
r S
Recommended
Dimensions Tough 1 Hard
Machining Data
fz
ap
Designation l S r IC28 IC328 IC928 IC250 IC950 IC908 IC30N IC910 (mm) (mm/t)
SOMT 060204-HQ 6.16 2.56 0.40 • • • • • • 2.00-4.00 0.07-0.10
SOMT 060204TR-HQ 6.16 2.56 0.40 • • 2.00-4.00 0.08-0.12
• For cutting speed recommendations, see pages 462-498
For tools, see pages: E45X (30) • E90X (11) • E90XC (29)
SOMT 060204-HQ SOMT 0600204TR-HQ
QOMT-HQ
Insert with 4 Right- or Left-Hand l Rd°
Cutting Edges for General Use
r S
Dimensions Tough 1 Hard Recommended Machining Data
IC328 IC928 IC950 IC910 ap fz
Designation l S r (mm) (mm/t)
QOMT 060208TN-HQ 6.16 2.56 0.80 • • • • 2.00-4.00 0.08-0.12
• For cutting speed recommendations, see pages 462-498
For tools, see pages: E45X (30) • E90X (11) • ETS (291) • FDN (297) • FDN-CF4 (297) • SDN (302)
424 ISCAR