
Page 430 - Iscar
P. 430
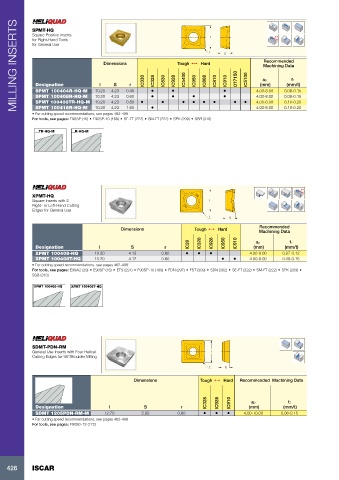
MILLING INSERTS SPMT-HQ l Dimensions r IC330 IC328 IC830 IC928 Tough 1 Hard r l IC810 S IC910 DT7150 IC5100 (mm) Rd° (mm/t)
Square Positive Inserts
for Right-Hand Tools
for General Use
Recommended
Machining Data
IC5400
IC808
IC950
ap
fz
S
Designation
SPMT 100404R-HQ-M
10.20
4.23
•
•
•
SPMT 100408R-HQ-M
10.20
0.08-0.15
4.00-8.00
4.23
0.60
•
SPMT 100408TR-HQ-M
0.80
4.23
10.20
0.10-0.20
4.00-8.00
•
SPMT 100416R-HQ-M
10.20
1.60
4.00-8.00
0.10-0.20
4.23
• For cutting speed recommendations, see pages 462-498 0.40 • • • • • • • • • • • 4.00-8.00 0.08-0.15
For tools, see pages: E90SP (16) • F90SP-10 (169) • SE-FT (222) • SM-FT (222) • SPK (209) • SSB (310)
...TR-HQ-M ...R-HQ-M
Rd°
XPMT-HQ HQ
Square Inserts with 2 l
Right- or Left-Hand Cutting HQ
Edges for General Use
r
S
Recommended
Dimensions Tough 1 Hard Machining Data
ap
fz
Designation l S r IC28 IC328 IC928 IC950 IC910 (mm) (mm/t)
XPMT 100408-HQ 10.20 4.12 0.60 • • • 4.00-8.00 0.07-0.12
XPMT 100408T-HQ 10.20 4.12 0.60 • • 4.00-8.00 0.08-0.15
• For cutting speed recommendations, see pages 462-498
For tools, see pages: E90AC (29) • E90SP (16) • ETS (291) • F90SP-10 (169) • FDN (297) • FST (309) • SDN (302) • SE-FT (222) • SM-FT (222) • SPK (209) •
SSB (310)
XPMT 100408-HQ XPMT 100408T-HQ
SDMT-PDN-RM
General Use Inserts with Four Helical l
Cutting Edges for 90°Shoulder Milling
r S
Dimensions Tough 1 Hard Recommended Machining Data
IC328 IC928 IC910 ap fz
Designation l S r (mm) (mm/t)
SDMT 1205PDN-RM-M 12.70 5.00 0.80 • • • 4.00-10.00 0.08-0.15
• For cutting speed recommendations, see pages 462-498
For tools, see pages: F90SD-12 (172)
426 ISCAR