
Page 426 - Iscar
P. 426
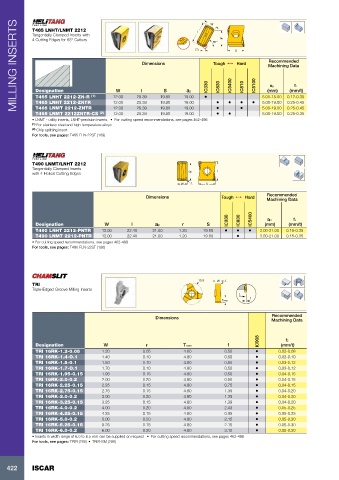
MILLING INSERTS T465 LNHT/LNMT 2212 Dimensions 2.5 l IC330 W 65° IC830 ap IC5400 S IC810 IC5100 Machining Data
Tangentially Clamped Inserts with
4 Cutting Edges for 65° Cutters
Recommended
Tough 1 Hard
fz
ap
(mm)
l
S
Designation
(mm/t)
W
ap
(1)
T465 LNHT 2212-ZN-R
T465 LNHT 2212-ZNTR
12.00
19.00
25.39
0.25-0.45
19.80
5.00-19.00
•
•
19.00
25.39
12.00
19.80
T465 LNMT 2212-ZNTR
5.00-19.00
0.25-0.45
•
•
T465 LNMT 2212ZNTR-CS (2) 12.00 25.39 19.80 19.00 • • • • • 5.00-15.00 0.12-0.35
25.39
12.00
0.25-0.35
19.80
19.00
5.00-19.00
• LNMT - utility inserts, LNHT-precision inserts • For cutting speed recommendations, see pages 462-498
(1) For stainless steel and high temperature alloys
(2) Chip splitting insert
For tools, see pages: T465 FLN-22ST (189)
T490 LNMT/LNHT 2212
Tangentially Clamped Inserts l
with 4 Helical Cutting Edges ap
W r S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC330 IC830 IC5400 ap fz
Designation W l ap r S (mm) (mm/t)
T490 LNHT 2212-PNTR 12.00 22.40 21.00 1.20 19.80 • • • 3.00-21.00 0.15-0.35
T490 LNMT 2212-PNTR 12.00 22.40 21.00 1.20 19.80 • 3.00-21.00 0.15-0.35
• For cutting speed recommendations, see pages 462-498
For tools, see pages: T490 FLN-22ST (186)
15.9 W r
TRI
Triple-Edged Groove Milling Inserts
H L
f
Tmax
Recommended
Dimensions
Machining Data
IC908 fz
Designation W r Tmax f (mm/t)
TRI 16RK-1.2-0.05 1.20 0.05 4.60 0.50 • 0.02-0.08
TRI 16RK-1.4-O.1 1.40 0.10 4.80 0.50 • 0.02-0.10
TRI 16RK-1.5-0.1 1.50 0.10 4.80 0.50 • 0.03-0.12
TRI 16RK-1.7-O.1 1.70 0.10 4.80 0.50 • 0.03-0.12
TRI 16RK-1.95-0.15 1.95 0.15 4.80 0.50 • 0.04-0.15
TRI 16RK-2.0-0.2 2.00 0.20 4.80 0.50 • 0.04-0.15
TRI 16RK-2.25-0.15 2.25 0.15 4.80 0.75 • 0.04-0.15
TRI 16RK-2.75-0.15 2.75 0.15 4.80 1.39 • 0.04-0.20
TRI 16RK-3.0-0.2 3.00 0.20 4.80 1.39 • 0.04-0.20
TRI 16RK-3.25-0.15 3.25 0.15 4.80 1.39 • 0.04-0.20
TRI 16RK-4.0-0.2 4.00 0.20 4.80 2.43 • 0.05-0.25
TRI 16RK-4.25-0.15 4.25 0.15 4.80 0.95 • 0.05-0.25
TRI 16RK-5.0-0.2 5.00 0.20 4.80 2.15 • 0.05-0.30
TRI 16RK-5.25-0.15 5.25 0.15 4.80 2.15 • 0.05-0.30
TRI 16RK-6.0-0.2 6.00 0.20 4.80 3.15 • 0.05-0.30
• Inserts in width range of 6.0 to 6.5 mm can be supplied on request • For cutting speed recommendations, see pages 462-498
For tools, see pages: TRIB (285) • TRIB-SM (286)
422 ISCAR