
Page 422 - Iscar
P. 422
MILLING INSERTS LNMT/LNHT 1506...-N HT Dimensions S ap l (1) W Tough 1 Hard Machining Data
Tangentially Clamped Inserts
with 4 Straight Cutting
Edges: 2 L.H. and 2 R.H.
r
Recommended
IC928
IC910
ap
fz
l
W
S
Designation
r
(mm)
(mm/t)
ap
•
15.00
LNMT 1506PN-N HT
0.80
14.00
6.00
3.00-12.00
0.15-0.25
14.03
•
14.00
0.80
14.03
3.00-12.00
15.00
0.15-0.25
6.00
LNMT 1506PNTN-HT
•
LNHT 1506PNTN HT
14.03
14.00
15.00
6.00
3.00-12.00
0.80
0.15-0.25
• A neutral insert, with 2 L.H. and 2 R.H. cutting edges • Can machine a 90° shoulder according to the table below • For cutting speed recommendations, see
pages 462-498
(1) ap max=9 mm for steel and 14 mm for cast iron
For tools, see pages: F90LN-N15 (176) • FDN-CALN15 (300) • SDN-CALN15 (309) • SSB-LN15-R/L (310)
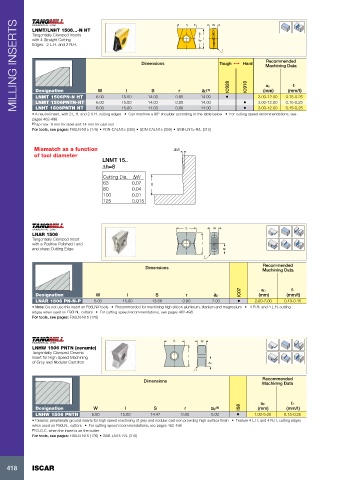
Mismatch as a function ΔW
of tool diameter
LNMT 15..
Δh=8
Cutting Dia. ΔW
63 0.07 8
80 0.04
100 0.01
125 0.015
S W
LNAR 1506
Tangentially Clamped Insert
with a Positive Polished Land l
and sharp Cutting Edge ap
r
Recommended
Dimensions
Machining Data
fz
ap
Designation W l S r ap IC07 (mm) (mm/t)
LNAR 1506 PN-N-P 6.00 15.00 13.56 0.80 7.00 • 2.00-7.00 0.10-0.15
• Note: Do not use this insert on F86LNX tools • Recommended for machining high silicon aluminum, titanium and magnesium • 4 R.H. and 4 L.H. cutting
edges when used on F90LN.. cutters • For cutting speed recommendations, see pages 462-498
For tools, see pages: F90LN-N15 (176)
S W
LNHW 1506 PNTN (ceramic)
Tangentially Clamped Ceramic
Insert for High Speed Machining l
of Grey and Nodular Cast Iron ap
r
Recommended
Dimensions
Machining Data
ap fz
Designation W l S r ap (1) IS8 (mm) (mm/t)
LNHW 1506 PNTN 6.00 15.00 14.47 0.80 5.00 • 1.00-5.00 0.15-0.25
• Ceramic peripherally ground inserts for high speed machining of grey and nodular cast iron providing high surface finish • Feature 4 L.H. and 4 R.H. cutting edges
when used on F90LN.. cutters • For cutting speed recommendations, see pages 462-498
(1) D.O.C. when the insert is on the cutter
For tools, see pages: F90LN-N15 (176) • SSB-LN15-R/L (310)
418 ISCAR