
Page 66 - Iscar
P. 66
ENDMILLS • SOLID CARBIDE • MULTI-MASTER
Rd°
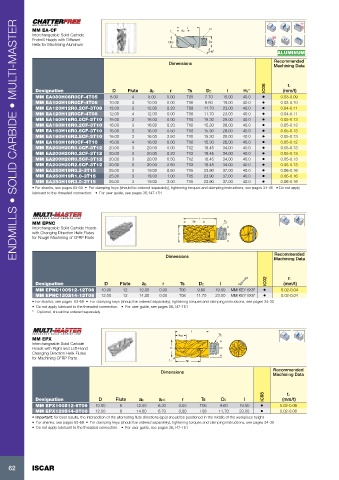
MM EA-CF r ap l Ts
Interchangeable Solid Carbide
Endmill Heads with Different D2
Helix for Machining Aluminum Dh6
Haº ALUMINUM
Recommended
Dimensions
Machining Data
IC08 fz
Designation D Flute ap r Ts D2 l Ha° (mm/t)
MM EA080H08R0CF-4T05 8.00 4 8.00 0.00 T05 7.70 15.00 40.0 • 0.03-0.09
MM EA100H10R0CF-4T06 10.00 4 10.00 0.00 T06 9.60 19.00 40.0 • 0.03-0.10
MM EA120H12R0.2CF-3T08 12.00 3 12.00 0.20 T08 11.70 23.00 40.0 • 0.04-0.11
MM EA120H12R0CF-4T08 12.00 4 12.00 0.00 T08 11.70 23.00 40.0 • 0.04-0.11
MM EA160H16R0.0CF-3T10 16.00 3 16.00 0.00 T10 15.30 28.00 40.0 • 0.05-0.13
MM EA160H16R0.2CF-3T10 16.00 3 16.00 0.20 T10 15.30 28.00 40.0 • 0.05-0.13
MM EA160H16R0.5CF-3T10 16.00 3 16.00 0.50 T10 15.30 28.00 40.0 • 0.05-0.13
MM EA160H16R2.5CF-3T10 16.00 3 16.00 2.50 T10 15.30 28.00 40.0 • 0.05-0.13
MM EA160H16R0CF-4T10 16.00 4 16.00 0.00 T10 15.30 26.00 40.0 • 0.05-0.12
MM EA200H20R0.0CF-3T12 20.00 3 20.00 0.00 T12 18.45 34.00 40.0 • 0.05-0.13
MM EA200H20R0.2CF-3T12 20.00 3 20.00 0.20 T12 18.45 34.00 40.0 • 0.05-0.13
MM EA200H20R0.5CF-3T12 20.00 3 20.00 0.50 T12 18.45 34.00 40.0 • 0.05-0.13
MM EA200H20R2.5CF-3T12 20.00 3 20.00 2.50 T12 18.45 34.00 40.0 • 0.05-0.13
MM EA250H19R0.5-3T15 25.00 3 19.00 0.50 T15 23.90 37.00 40.0 • 0.06-0.16
MM EA250H19R1.0-3T15 25.00 3 19.00 1.00 T15 23.90 37.00 40.0 • 0.06-0.16
MM EA250H19R3.0-3T15 25.00 3 19.00 3.00 T15 23.90 37.00 40.0 • 0.06-0.16
• For shanks, see pages 63-69 • For clamping keys (should be ordered separately), tightening torques and clamping instructions, see pages 34-35 • Do not apply
lubricant to the threaded connection. • For user guide, see pages 38,147-151
l
MM EPNC ap Ts
Interchangeable Solid Carbide Heads
with Changing Direction Helix Flutes D D2
for Rough Machining of CFRP Parts
Recommended
Dimensions
Machining Data
fz
Designation D Flute ap r Ts D2 l IC02 (mm/t)
MM EPNC100S12-12T06 10.00 12 12.00 0.00 T06 9.60 19.00 MM KEY 8X5* • 0.02-0.04
MM EPNC120S14-12T08 12.00 12 14.00 0.00 T08 11.70 23.00 MM KEY 8X5* • 0.02-0.04
• For shanks, see pages 63-69 • For clamping keys (should be ordered separately), tightening torques and clamping instructions, see pages 34-35
• Do not apply lubricant to the threaded connection. • For user guide, see pages 38,147-151
* Optional, should be ordered separately
l Ts
MM EPX ap 3
Interchangeable Solid Carbide
Heads with Right and Left-Hand D D2
Changing Direction Helix Flutes
for Machining CFRP Parts
r ap
Recommended
Dimensions
Machining Data
fz
Designation D Flute ap ap3 r Ts D2 l IC08 (mm/t)
MM EPX100S12-6T06 10.00 6 12.00 6.30 0.00 T06 9.60 19.00 • 0.02-0.06
MM EPX120S14-8T08 12.00 8 14.00 6.70 0.00 T08 11.70 23.00 • 0.02-0.06
• Important: for best results, the intersection of the alternating flute directions (ap3) should be positioned in the middle of the workpiece height
• For shanks, see pages 63-69 • For clamping keys (should be ordered separately), tightening torques and clamping instructions, see pages 34-35
• Do not apply lubricant to the threaded connection. • For user guide, see pages 38,147-151
62 ISCAR