
Page 65 - Iscar
P. 65
D2 Ts Rd°
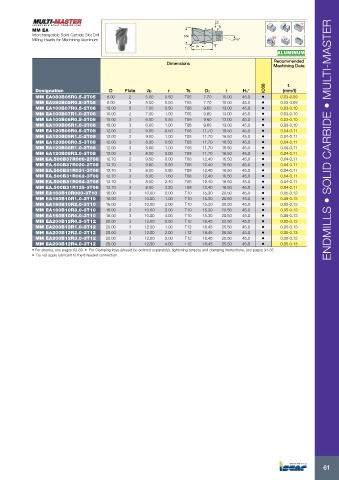
MM EA
Interchangeable Solid Carbide Slot Drill Dh6
Milling Heads for Machining Aluminum Ha°
r ap
l
ALUMINUM
Recommended
Dimensions
Machining Data
IC08 fz
Designation D Flute ap r Ts D2 l Ha° (mm/t)
MM EA080B05R0.5-2T05 8.00 2 5.00 0.50 T05 7.70 10.00 45.0 • 0.03-0.09
MM EA080B05R0.5-3T05 8.00 3 5.00 0.50 T05 7.70 10.00 45.0 • 0.03-0.09
MM EA100B07R0.5-2T06 10.00 2 7.00 0.50 T06 9.60 13.00 45.0 • 0.03-0.10
MM EA100B07R1.0-2T06 10.00 2 7.00 1.00 T06 9.60 13.00 45.0 • 0.03-0.10
MM EA100B06R0.5-3T06 10.00 3 6.00 0.50 T06 9.60 13.00 45.0 • 0.03-0.10
MM EA100B06R1.0-3T06 10.00 3 6.00 1.00 T06 9.60 13.00 45.0 • 0.03-0.10
MM EA120B09R0.5-2T08 12.00 2 9.00 0.50 T08 11.70 16.50 45.0 • 0.04-0.11
MM EA120B09R1.0-2T08 12.00 2 9.00 1.00 T08 11.70 16.50 45.0 • 0.04-0.11
MM EA120B08R0.5-3T08 12.00 3 8.00 0.50 T08 11.70 16.50 45.0 • 0.04-0.11 ENDMILLS • SOLID CARBIDE • MULTI-MASTER
MM EA120B08R1.0-3T08 12.00 3 8.00 1.00 T08 11.70 16.50 45.0 • 0.04-0.11
MM EA120B08R3.0-3T08 12.00 3 8.00 3.00 T08 11.70 16.50 45.0 • 0.04-0.11
MM EA.500B37R000-2T08 12.70 2 9.50 0.00 T08 12.40 16.50 45.0 • 0.04-0.11
MM EA.500B37R020-2T08 12.70 2 9.50 0.50 T08 12.40 16.50 45.0 • 0.04-0.11
MM EA.500B31R031-3T08 12.70 3 8.00 0.80 T08 12.40 16.50 45.0 • 0.04-0.11
MM EA.500B31R062-3T08 12.70 3 8.00 1.60 T08 12.40 16.50 45.0 • 0.04-0.11
MM EA.500B31R094-3T08 12.70 3 8.00 2.40 T08 12.40 16.50 45.0 • 0.04-0.11
MM EA.500B31R125-3T08 12.70 3 8.00 3.20 T08 12.40 16.50 45.0 • 0.04-0.11
MM EA160B10R000-3T10 16.00 3 10.00 0.00 T10 15.30 20.50 45.0 • 0.05-0.13
MM EA160B10R1.0-3T10 16.00 3 10.00 1.00 T10 15.30 20.50 45.0 • 0.05-0.13
MM EA160B10R2.0-3T10 16.00 3 10.00 2.00 T10 15.30 20.50 45.0 • 0.05-0.13
MM EA160B10R3.0-3T10 16.00 3 10.00 3.00 T10 15.30 20.50 45.0 • 0.05-0.13
MM EA160B10R4.0-3T10 16.00 3 10.00 4.00 T10 15.30 20.50 45.0 • 0.05-0.13
MM EA200B12R0.5-3T12 20.00 3 12.00 0.50 T12 18.45 25.50 45.0 • 0.05-0.13
MM EA200B12R1.0-3T12 20.00 3 12.00 1.00 T12 18.45 25.50 45.0 • 0.05-0.13
MM EA200B12R2.0-3T12 20.00 3 12.00 2.00 T12 18.45 25.50 45.0 • 0.05-0.13
MM EA200B12R3.0-3T12 20.00 3 12.00 3.00 T12 18.45 25.50 45.0 • 0.05-0.13
MM EA200B12R4.0-3T12 20.00 3 12.00 4.00 T12 18.45 25.50 45.0 • 0.05-0.13
• For shanks, see pages 63-69 • For Clamping keys (should be ordered separately), tightening torques and clamping instructions, see pages 34-35
• Do not apply lubricant to the threaded connection.
61