
Page 444 - Iscar
P. 444
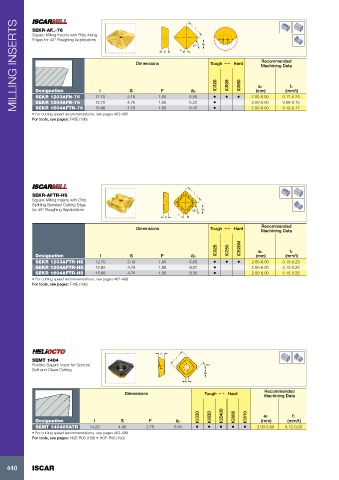
MILLING INSERTS SEKR-AF..-76 Dimensions S F 45° ap Tough 1 Hard ap Machining Data fz
l
Square Milling Inserts with Ribs Along
Edges for 45° Roughing Applications
Recommended
IC328
IC928
IC950
F
l
S
Designation
(mm/t)
(mm)
ap
12.70
SEKR 1203AFN-76
•
SEKR 1204AFN-76
4.76
1.80
0.08-0.15
6.22
2.00-6.00
12.70
•
SEKR 1504AFTN-76
15.88
8.43
2.00-6.00
1.80
4.76
0.12-0.17
• For cutting speed recommendations, see pages 462-498 3.18 1.80 6.50 • • • 2.00-6.00 0.12-0.20
For tools, see pages: F45E (196)
SEKR-AFTR-HS l
Square Milling Inserts with Chip
Splitting Serrated Cutting Edge
for 45° Roughing Applications 45° ap
F
S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC328 IC250 IC520M ap fz
Designation l S F ap (mm) (mm/t)
SEKR 1203AFTR-HS 12.70 3.18 1.80 6.50 • • • 2.00-6.00 0.15-0.25
SEKR 1204AFTR-HS 12.65 4.76 1.80 6.27 • 2.00-6.00 0.15-0.25
SEKR 1504AFTR-HS 15.88 4.76 1.80 8.30 • 2.00-6.00 0.15-0.25
• For cutting speed recommendations, see pages 462-498
For tools, see pages: F45E (196)
S
SEMT 1404 l
Positive Square Insert for General 45°
Soft and Clean Cutting
ap
F
Recommended
Dimensions Tough 1 Hard Machining Data
IC330 IC830 IC5400 IC808 IC810 ap fz
Designation l S F ap (mm) (mm/t)
SEMT 140405ATR 14.20 4.95 2.75 5.50 • • • • • 2.00-5.50 0.12-0.20
• For cutting speed recommendations, see pages 462-498
For tools, see pages: HOE-R06 (189) • HOF-R06 (190)
440 ISCAR