
Page 449 - Iscar
P. 449
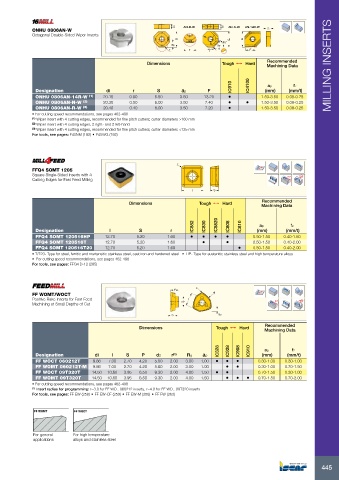
S AN-R-W S AN-N-W AN-14R-W
ONHU 0806AN-W S
Octagonal Double-Sided Wiper Inserts L
di 45˚ di di
ap R ap
r F F r F
Recommended
Dimensions Tough 1 Hard
Machining Data MILLING INSERTS
IC910 IC4100 ap fz
Designation di r S ap F (mm) (mm/t)
ONHU 0806AN-14R-W (1) 20.15 0.50 5.50 3.50 13.20 • 1.50-3.50 0.08-0.25
ONHU 0806AN-N-W (2) 20.30 0.50 6.00 3.50 7.40 • • 1.50-3.50 0.08-0.25
ONHU 0806AN-R-W (3) 20.40 0.40 6.00 3.50 7.20 • 1.50-3.50 0.08-0.25
• For cutting speed recommendations, see pages 462-498
(1) Wiper insert with 4 cutting edges, recommended for fine pitch cutters; cutter diameters >160 mm
(2) Wiper insert with 4 cutting edges, 2 right- and 2 left-hand
(3) Wiper insert with 4 cutting edges, recommended for fine pitch cutters; cutter diameters <125 mm
For tools, see pages: F45NM (192) • F45WG (192)
r
FFQ4 SOMT 1205
Square Single-Sided Inserts with 4 Rd°
Cutting Edges for Fast Feed Milling
l S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC882 IC830 IC5820 IC808 IC810 ap fz
Designation l S r (mm) (mm/t)
FFQ4 SOMT 120516HP 12.70 5.20 1.60 • • • • 0.50-1.50 0.40-1.80
FFQ4 SOMT 120516T 12.70 5.20 1.60 • • 0.50-1.50 0.40-2.00
FFQ4 SOMT 120516T20 12.70 5.20 1.60 • 0.50-1.50 0.40-2.00
• T/T20- Type for steel, ferritic and martensitic stainless steel, cast iron and hardened steel • HP- Type for austenitic stainless steel and high temperature alloys
• For cutting speed recommendations, see pages 462-498
For tools, see pages: FFQ4 D-12 (265)
P r
FF WOMT/WOCT di
Positive Rake Inserts for Fast Feed l Rd°
Machining at Small Depths of Cut d2
S ap
Recommended
Dimensions Tough 1 Hard
Machining Data
IC328 IC928 IC908 IC910 ap fz
Designation di l S P d2 r (1) Rg ap (mm) (mm/t)
FF WOCT 060212T 9.86 7.00 2.70 4.20 5.60 2.00 3.00 1.00 • • • 0.30-1.00 0.30-1.00
FF WOMT 060212T-M 9.86 7.00 2.70 4.20 5.60 2.00 3.00 1.00 • • 0.30-1.00 0.70-1.50
FF WOCT 09T320T 14.50 10.60 3.95 6.50 9.30 2.00 4.00 1.50 • • 0.70-1.50 0.30-1.00
FF WOMT 09T320T 14.50 10.60 3.95 6.50 9.30 2.00 4.00 1.50 • • • 0.70-1.50 0.70-2.00
• For cutting speed recommendations, see pages 462-498
(1) Insert radius for programming: r=3.0 for FF WO.. 060212 inserts, r=4.0 for FF WO.. 09T320 inserts
For tools, see pages: FF EW (258) • FF EW-CF (259) • FF EW-M (259) • FF FW (263)
FF WOMT FF WOCT
For general For high temperature
applications alloys and stainless steel
445