
Page 452 - Iscar
P. 452
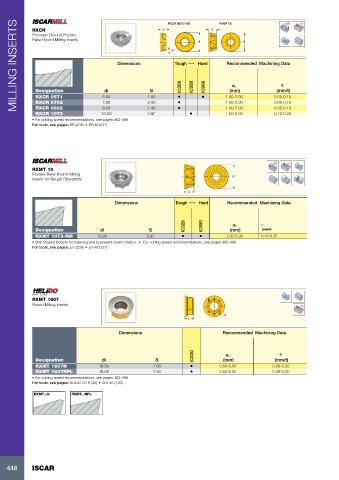
MILLING INSERTS RXCR Dimensions S RXCR 05/07/ 08 IC928 di IC908 S RXCR 10 ap di fz Rd°
Precision Ground Positive
Rake Round Milling Inserts
15°
Tough 1 Hard
Recommended Machining Data
IC328
di
(mm)
(mm/t)
S
Designation
RXCR 05T1
5.00
•
7.00
2.40
RXCR 0702
1.00-2.00
0.05-0.10
•
8.00
2.40
1.00-2.00
0.05-0.10
RXCR 0802
RXCR 10T3 10.00 1.50 • • • 1.00-2.00 0.05-0.10
1.00-5.00
3.97
0.10-0.25
• For cutting speed recommendations, see pages 462-498
For tools, see pages: ER (236) • ER-M (237)
Rd°
RXMT 10
Positive Rake Round Milling di
Inserts for Rough Operations
S
Dimensions Tough 1 Hard Recommended Machining Data
IC328 IC950 ap fz
Designation di S (mm) (mm/t)
RXMT 10T3-RM 10.00 3.97 • • 1.00-5.00 0.10-0.25
• Star-shaped bottom for indexing and to prevent insert rotation • For cutting speed recommendations, see pages 462-498
For tools, see pages: ER (236) • ER-M (237)
RXMT 1607
Round Milling Inserts Rd°
di
S
Dimensions Recommended Machining Data
IC830 ap fz
Designation di S (mm) (mm/t)
RXMT 1607N 16.05 7.00 • 0.50-8.00 0.08-0.30
RXMT 1607NPL 16.05 7.00 • 0.50-8.00 0.08-0.30
• For cutting speed recommendations, see pages 462-498
For tools, see pages: SOE45 8/16 (30) • SOF45 (193)
RXMT...N RXMT...NPL
448 ISCAR