
Page 456 - Iscar
P. 456
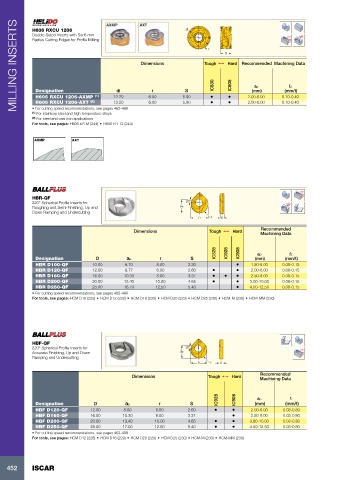
MILLING INSERTS H606 RXCU 1206 Dimensions di Tough 1 Hard Recommended Machining Data
Double-Sided Inserts with Six 6 mm
Rd°
Radius Cutting Edges for Profile Milling
r
S
IC808
IC830
ap
fz
Designation
S
r
di
(mm)
(mm/t)
H606 RXCU 1206-AXMP
(1)
•
•
(2)
H606 RXCU 1206-AXT
5.90
6.00
12.20
0.10-0.40
2.00-6.00
• For cutting speed recommendations, see pages 462-498
(1) For stainless steel and high temperature alloys 12.20 6.00 5.90 • • 2.00-6.00 0.10-0.40
(2) For steel and cast iron applications
For tools, see pages: H606 ER-M (244) • H606 FR-12 (244)
AXMP AXT
Rd°
HBR-QF
220° Spherical Profile Inserts for 20°
Roughing and Semi-Finishing, Up and ap
Down Ramping and Undercutting
r
D S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC328 IC928 IC908 ap fz
Designation D ap r S (mm) (mm/t)
HBR D100-QF 10.00 6.70 5.00 2.30 • 1.50-5.00 0.08-0.15
HBR D120-QF 12.00 9.77 6.00 2.60 • • 2.00-6.00 0.08-0.15
HBR D160-QF 16.00 10.30 8.00 3.37 • • • 2.50-8.00 0.08-0.15
HBR D200-QF 20.00 13.40 10.00 4.65 • • 3.00-10.00 0.08-0.15
HBR D250-QF 25.00 16.70 12.50 5.40 • 4.00-12.50 0.08-0.15
• For cutting speed recommendations, see pages 462-498
For tools, see pages: HCM D10 (228) • HCM D12 (228) • HCM D16 (229) • HCM D20 (229) • HCM D25 (230) • HCM-M (230) • HCM-MM (230)
HBF-QF
220° Spherical Profile Inserts for 20° Rd°
Accurate Finishing, Up and Down ap
Ramping and Undercutting
D r S
Recommended
Dimensions Tough 1 Hard Machining Data
IC928 IC908 ap fz
Designation D ap r S (mm) (mm/t)
HBF D120-QF 12.00 8.00 6.00 2.60 • • 2.00-6.00 0.03-0.80
HBF D160-QF 16.00 10.30 8.00 3.37 • 2.50-8.00 0.03-0.80
HBF D200-QF 20.00 13.40 10.00 4.65 • • 3.00-10.00 0.03-0.80
HBF D250-QF 25.00 17.00 12.50 5.40 • • 4.00-12.50 0.03-0.80
• For cutting speed recommendations, see pages 462-498
For tools, see pages: HCM D12 (228) • HCM D16 (229) • HCM D20 (229) • HCM D25 (230) • HCM-M (230) • HCM-MM (230)
452 ISCAR