
Page 460 - Iscar
P. 460
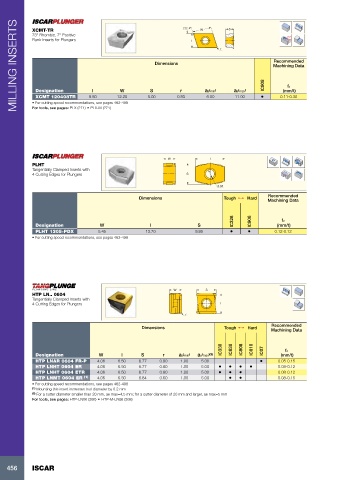
XCMT-TR 73° l W S Rd°
MILLING INSERTS Designation l W S Dimensions r ae min ) r ae max ) IC908 Machining Data
73° Rhombic, 7° Positive
Flank Inserts for Plungers
Recommended
fz
(
(
(mm/t)
12.20
9.50
XCMT 120408TR
For tools, see pages: PLX (271) • PLX-M (271)
• For cutting speed recommendations, see pages 462-498 5.00 0.80 6.00 11.00 • 0.11-0.30
W l
PLHT
Tangentially Clamped Inserts with
4 Cutting Edges for Plungers S
3.94
Recommended
Dimensions Tough 1 Hard
Machining Data
IC328 IC908 fz
Designation W l S (mm/t)
PLHT 1305-PDX 5.45 13.70 9.95 • • 0.12-0.12
• For cutting speed recommendations, see pages 462-498
W S
HTP LN.. 0604
Tangentially Clamped Inserts with
4 Cutting Edges for Plungers I
r
Recommended
Dimensions Tough 1 Hard
Machining Data
IC330 IC830 IC808 IC810 IC07 fz
Designation W l S r ae min ) ae max )(2) (mm/t)
(
(
HTP LNAR 0604 FR-P 4.06 6.50 6.77 0.80 1.00 5.00 • 0.05-0.15
HTP LNHT 0604 ER 4.06 6.50 6.77 0.80 1.00 5.00 • • • • 0.08-0.12
HTP LNHT 0604 ETR 4.06 6.50 6.77 0.80 1.00 5.00 • • • 0.08-0.12
HTP LNMT 0604 ER (1) 4.06 6.50 6.84 0.60 1.00 5.00 • • 0.08-0.15
• For cutting speed recommendations, see pages 462-498
(1) Mounting this insert increases tool diameter by 0.2 mm
(2) For a cutter diameter smaller than 20 mm, ae max=4.5 mm; for a cutter diameter of 20 mm and larger, ae max=5 mm
For tools, see pages: HTP-LN06 (268) • HTP-M-LN06 (268)
456 ISCAR