
Page 455 - Iscar
P. 455
Rd°
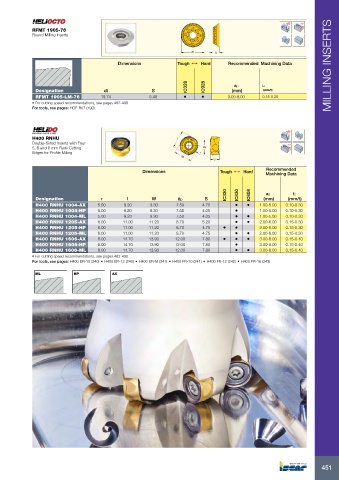
RFMT 1905-76 3 4 5
Round Milling Inserts 2 6
7
1
8
di S
Dimensions Tough 1 Hard Recommended Machining Data MILLING INSERTS
IC328 IC928 ap fz
Designation di S (mm) (mm/t)
RFMT 1905-LM-76 19.74 5.48 • • 3.00-8.00 0.15-0.25
• For cutting speed recommendations, see pages 462-498
For tools, see pages: HOF-R07 (190)
H400 RNHU l
Double-Sided Inserts with Four Rd°
5, 6 and 8 mm Radii Cutting ap
Edges for Profile Milling r
W
S
Recommended
Dimensions Tough 1 Hard Machining Data
IC330 IC830 IC808 ap fz
Designation r l W ap S (mm) (mm/t)
H400 RNHU 1004-AX 5.00 9.20 9.30 7.50 4.70 • • 1.00-5.00 0.10-0.30
H400 RNHU 1004-HP 5.00 9.20 9.30 7.50 4.05 • 1.00-5.00 0.10-0.30
H400 RNHU 1004-ML 5.00 9.20 9.30 7.50 4.05 • • 1.00-5.00 0.10-0.30
H400 RNHU 1205-AX 6.00 11.00 11.20 8.70 5.20 • • 2.00-6.00 0.15-0.30
H400 RNHU 1205-HP 6.00 11.00 11.20 8.70 4.75 • • 2.00-6.00 0.15-0.30
H400 RNHU 1205-ML 6.00 11.00 11.20 8.70 4.75 • • 2.00-6.00 0.15-0.30
H400 RNHU 1606-AX 8.00 14.70 13.90 12.00 7.80 • • • 3.00-8.00 0.15-0.40
H400 RNHU 1606-HP 8.00 14.70 13.90 12.00 7.80 • 3.00-8.00 0.15-0.40
H400 RNHU 1606-ML 8.00 14.70 13.90 12.00 7.80 • • 3.00-8.00 0.15-0.40
• For cutting speed recommendations, see pages 462-498
For tools, see pages: H400 ER-10 (240) • H400 ER-12 (240) • H400 ER-M (241) • H400 FR-10 (241) • H400 FR-12 (242) • H400 FR-16 (243)
ML HP AX
451