
Page 462 - Iscar
P. 462
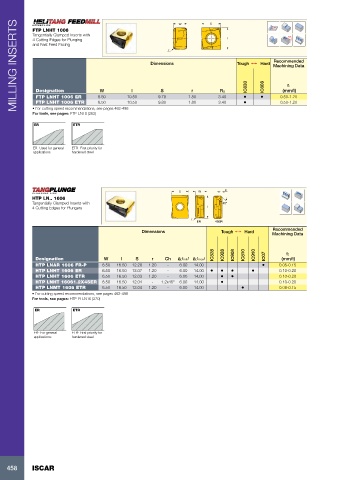
MILLING INSERTS FTP LNHT 1006 Dimensions W S l Tough 1 Hard Machining Data
Tangentially Clamped Inserts with
Rd°
4 Cutting Edges for Plunging
and Fast Feed Facing
r
Recommended
IC830
IC808
fz
S
l
W
Designation
r
(mm/t)
Rg
FTP LNHT 1006 ER
•
FTP LNHT 1006 ETR
9.80
3.40
6.50
10.50
0.50-1.20
1.80
• For cutting speed recommendations, see pages 462-498
For tools, see pages: FTP-LN10 (262) 6.50 10.50 9.78 1.80 3.40 • • 0.50-1.20
ER ETR
ER- Used for general ETR- First priority for
applications hardened steel
S W K
HTP LN.. 1606
Tangentially Clamped Inserts with 45°
4 Cutting Edges for Plungers l
r
ER 45ER
Recommended
Dimensions Tough 1 Hard Machining Data
IC328 IC928 IC908 IC810 IC910 IC07 fz
Designation W l S r Ch ae min ae max ) (mm/t)
(
(
)
HTP LNAR 1606 FR-P 6.50 16.50 12.28 1.20 - 6.00 14.00 • 0.05-0.15
HTP LNHT 1606 ER 6.50 16.50 12.07 1.20 - 6.00 14.00 • • • • 0.10-0.20
HTP LNHT 1606 ETR 6.50 16.50 12.03 1.20 - 6.00 14.00 • • 0.10-0.20
HTP LNHT 16061.2X45ER 6.50 16.50 12.04 - 1.2x45° 6.00 14.00 • 0.10-0.20
HTP LNMT 1606 ETR 6.50 16.50 12.04 1.20 - 6.00 14.00 • 0.08-0.15
• For cutting speed recommendations, see pages 462-498
For tools, see pages: HTP-R-LN16 (270)
ER ETR
ER- For general ETR- First priority for
applications hardened steel
458 ISCAR