
Page 441 - Iscar
P. 441
di S
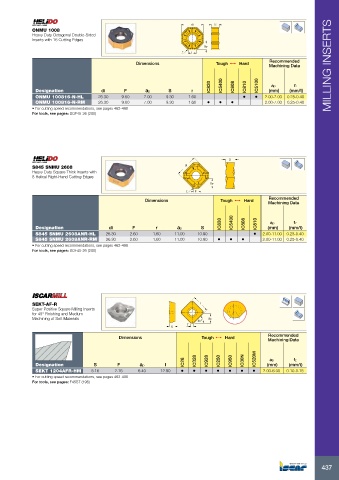
ONMU 1008
Heavy Duty Octagonal Double-Sided
Inserts with 16 Cutting Edges
ap
r F
Recommended
Dimensions Tough 1 Hard
Machining Data MILLING INSERTS
IC830 IC5400 IC808 IC810 IC5100 ap fz
Designation di F ap S r (mm) (mm/t)
ONMU 100816-N-HL 26.30 9.60 7.00 9.30 1.60 • • 2.00-7.00 0.25-0.40
ONMU 100816-N-RM 26.30 9.60 7.00 9.30 1.60 • • • 2.00-7.00 0.25-0.40
• For cutting speed recommendations, see pages 462-498
For tools, see pages: SOF45-26 (200)
S
S845 SNMU 2608 di
Heavy Duty Square Thick Inserts with
8 Helical Right-Hand Cutting Edges
ap
r F
Recommended
Dimensions Tough 1 Hard
Machining Data
IC830 IC5400 IC808 IC810 ap fz
Designation di F r ap S (mm) (mm/t)
S845 SNMU 2608ANR-HL 26.30 2.60 1.60 11.00 10.90 • 2.00-11.00 0.25-0.40
S845 SNMU 2608ANR-RM 26.30 2.60 1.60 11.00 10.90 • • • 2.00-11.00 0.25-0.40
• For cutting speed recommendations, see pages 462-498
For tools, see pages: SOF45-26 (200)
SEKT-AF-R l
Super Positive Square Milling Inserts
for 45° Finishing and Medium
Machining of Soft Materials ap
45°
F
S
Recommended
Dimensions Tough 1 Hard Machining Data
IC28 IC328 IC928 IC250 IC950 IC30N IC520M ap fz
Designation S F ap l (mm) (mm/t)
SEKT 1204AFR-HM 5.16 2.16 6.40 12.90 • • • • • • • 2.00-6.00 0.10-0.15
• For cutting speed recommendations, see pages 462-498
For tools, see pages: F45ST (196)
437