
Page 437 - Iscar
P. 437
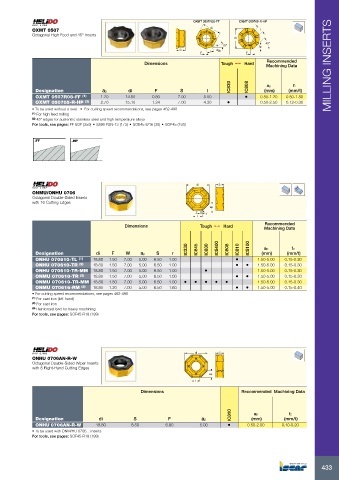
OXMT 0507R08-FF OXMT 050705-R-HP
di
OXMT 0507 l
Octagonal High Feed and 45° Inserts
di
45°
15°
ap
S l ap
F F
Recommended
Dimensions Tough 1 Hard
Machining Data MILLING INSERTS
IC830 IC808 ap fz
Designation ap di F S l (mm) (mm/t)
OXMT 0507R08-FF (1) 1.20 14.50 0.80 7.00 5.00 • 0.50-1.20 0.50-1.80
OXMT 050705-R-HP (2) 2.70 15.10 1.24 7.00 4.30 • 0.50-2.50 0.12-0.30
• To be used without a seat • For cutting speed recommendations, see pages 462-498
(1) For high feed milling
(2) 45° edges for austenitic stainless steel and high temperature alloys
For tools, see pages: FF SOF (259) • S890 FSN-13 (173) • SOE45 8/16 (30) • SOF45 (193)
-FF -HP
di S
ONMU/ONHU 0706
Octagonal Double-Sided Inserts
with 16 Cutting Edges
ap
F r
l
Recommended
Dimensions Tough 1 Hard
Machining Data
IC330 IC845 IC830 IC5400 IC808 IC810 IC5100 ap fz
Designation di F W ap S r (mm) (mm/t)
ONHU 070610-TL (1) 18.80 1.50 7.00 5.00 6.50 1.00 • 1.50-5.00 0.15-0.30
ONHU 070610-TR (2) 18.80 1.50 7.00 5.00 6.50 1.00 • • 1.50-5.00 0.15-0.30
ONHU 070610-TR-MM 18.80 1.50 7.00 5.00 6.50 1.00 • 1.50-5.00 0.15-0.30
ONMU 070610-TR (2) 18.80 1.50 7.00 5.00 6.50 1.00 • • 1.50-5.00 0.15-0.30
ONMU 070610-TR-MM 18.80 1.50 7.00 5.00 6.50 1.00 • • • • • 1.50-5.00 0.15-0.30
ONMU 070616-RM (3) 18.80 1.20 7.00 5.00 6.50 1.60 • • 1.50-5.00 0.15-0.40
• For cutting speed recommendations, see pages 462-498
(1) For cast iron (left-hand)
(2) For cast iron
(3) Reinforced land for heavy machining
For tools, see pages: SOF45-R18 (199)
di S
ONHU 0706AN-R-W
Octagonal Double-Sided Wiper Inserts
with 8 Right-Hand Cutting Edges
ap
F
Dimensions Recommended Machining Data
IC810 ap fz
Designation di S F ap (mm) (mm/t)
ONHU 0706AN-R-W 18.80 6.50 6.80 5.00 • 0.50-2.00 0.10-0.20
• To be used with ONM/HU 0706... inserts
For tools, see pages: SOF45-R18 (199)
433