
Page 438 - Iscar
P. 438
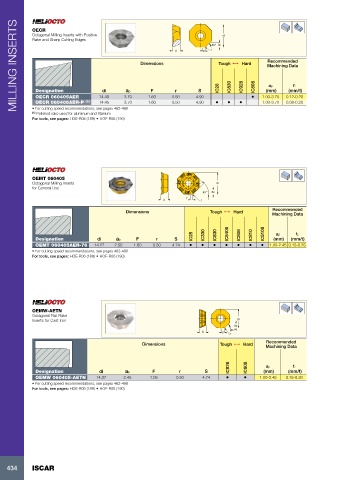
MILLING INSERTS OECR Dimensions S F r 45° ap Tough 1 Hard IC808 Machining Data
Octagonal Milling Inserts with Positive
di
Rake and Sharp Cutting Edges
Recommended
IC928
IC830
IC28
fz
ap
F
di
Designation
r
(mm/t)
(mm)
S
ap
OECR 060405AER
14.45
OECR 060405AER-P
(1)
14.45
3.70
1.60
4.90
0.08-0.20
1.00-3.70
0.50
• For cutting speed recommendations, see pages 462-498
(1) Polished rake used for aluminum and titanium 3.70 1.60 0.50 4.90 • • • • 1.00-3.70 0.12-0.20
For tools, see pages: HOE-R06 (189) • HOF-R06 (190)
OEMT 060405
Octagonal Milling Inserts di
for General Use
45° ap
S F r
Recommended
Dimensions Tough 1 Hard
Machining Data
fz
ap
Designation di ap F r S IC28 IC330 IC830 IC5400 IC808 IC810 IC5100 (mm) (mm/t)
OEMT 060405AER-76 14.27 2.50 1.60 0.50 4.74 • • • • • • • 1.00-2.45 0.15-0.25
• For cutting speed recommendations, see pages 462-498
For tools, see pages: HOE-R06 (189) • HOF-R06 (190)
OEMW-AETN
Octagonal Flat Rake
Inserts for Cast Iron di
ap
45°
S F r
Recommended
Dimensions Tough 1 Hard
Machining Data
IC928 IC808 ap fz
Designation di ap F r S (mm) (mm/t)
OEMW 060405-AETN 14.27 2.45 1.05 0.50 4.74 • • 1.00-2.45 0.15-0.30
• For cutting speed recommendations, see pages 462-498
For tools, see pages: HOE-R06 (189) • HOF-R06 (190)
434 ISCAR