
Page 439 - Iscar
P. 439
r Rd°
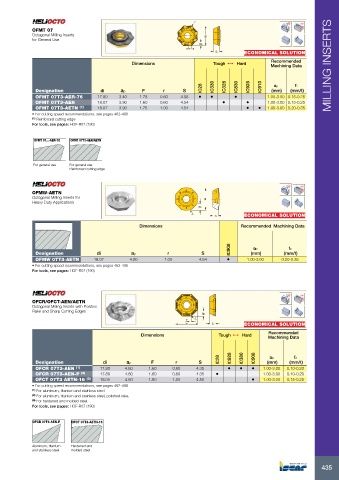
OFMT 07
Octagonal Milling Inserts di
for General Use
ap
F
S ECONOMICAL SOLUTION
Recommended
Dimensions Tough 1 Hard
Machining Data MILLING INSERTS
ap
fz
Designation di ap F r S IC28 IC330 IC328 IC830 IC928 IC910 (mm) (mm/t)
OFMT 07T3-AER-76 17.80 3.40 1.75 0.60 4.55 • • • 1.00-3.00 0.15-0.25
OFMT 07T3-AEN 18.07 3.90 1.60 0.60 4.54 • • 1.00-3.00 0.15-0.25
OFMT 07T3-AETN (1) 18.07 3.90 1.75 1.00 4.54 • • 1.00-3.00 0.20-0.35
• For cutting speed recommendations, see pages 462-498
(1) Reinforced cutting edge
For tools, see pages: HOF-R07 (190)
OFMT 07...-AER-76 OFMT 07T3-AEN/AETN
For general use For general use
Reinforced cutting edge
Rd°
OFMW-AETN
Octagonal Milling Inserts for di
Heavy Duty Applications
ap
r
S ECONOMICAL SOLUTION
Dimensions Recommended Machining Data
IC908 ap fz
Designation di ap r S (mm) (mm/t)
OFMW 07T3-AETN 18.07 4.00 1.00 4.54 • 1.00-3.00 0.20-0.35
• For cutting speed recommendations, see pages 462-498
For tools, see pages: HOF-R07 (190)
4 Rd°
OFCR/OFCT-AEN/AETN 3 5
Octagonal Milling Inserts with Positive 2 6
Rake and Sharp Cutting Edges 1 7
ap
8
r
F
di S ECONOMICAL SOLUTION
Recommended
Dimensions Tough 1 Hard
Machining Data
ap
fz
Designation di ap F r S IC28 IC928 IC380 IC908 (mm) (mm/t)
OFCR 07T3-AEN (1) 17.80 4.60 1.60 0.60 4.35 • • • 1.00-3.00 0.10-0.20
OFCR 07T3-AEN-P (2) 17.80 4.60 1.60 0.60 4.35 • 1.00-3.00 0.10-0.20
OFCT 07T3 AETN-16 (3) 18.00 4.60 1.60 1.00 4.50 • 1.00-3.00 0.15-0.25
• For cutting speed recommendations, see pages 462-498
(1) For aluminum, titanium and stainless steel
(2) For aluminum, titanium and stainless steel, polished rake.
(3) For hardened and molded steel.
For tools, see pages: HOF-R07 (190)
OFCR 07T3-AEN-P OFCT 07T3-AETN-16
Aluminum, titanium Hardened and
and stainless steel molded steel
435