
Page 107 - Iscar
P. 107
Ch x 45° Rd°
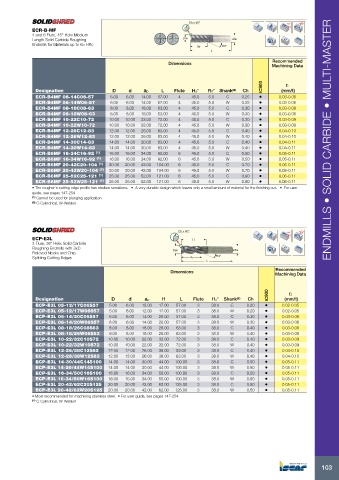
ECR-B-MF
4 and 6 Flute, 45° Helix Medium
Length Solid Carbide Roughing De9 dh6
Endmills for Materials up to 65 HRc Haº
ap
L
Recommended
Dimensions
Machining Data
IC900 fz
Designation D d ap L Flute Ha° Rd° Shank (2) Ch (mm/t)
ECR-B4MF 06-14C06-57 6.00 6.00 14.00 57.00 4 45.0 5.0 C 0.25 • 0.03-0.06
ECR-B4MF 06-14W06-57 6.00 6.00 14.00 57.00 4 45.0 5.0 W 0.25 • 0.03-0.06
ECR-B4MF 08-18C08-63 8.00 8.00 18.00 63.00 4 45.0 5.0 C 0.30 • 0.03-0.08
ECR-B4MF 08-18W08-63 8.00 8.00 18.00 63.00 4 45.0 5.0 W 0.30 • 0.03-0.08
ECR-B4MF 10-22C10-72 10.00 10.00 22.00 72.00 4 45.0 5.0 C 0.30 • 0.03-0.09
ECR-B4MF 10-22W10-72 10.00 10.00 22.00 72.00 4 45.0 5.0 W 0.30 • 0.03-0.09
ECR-B4MF 12-26C12-83 12.00 12.00 26.00 83.00 4 45.0 5.0 C 0.40 • 0.04-0.10
ECR-B4MF 12-26W12-83 12.00 12.00 26.00 83.00 4 45.0 5.0 W 0.40 • 0.04-0.10
ECR-B4MF 14-30C14-83 14.00 14.00 30.00 83.00 4 45.0 5.0 C 0.40 • 0.04-0.11 ENDMILLS • SOLID CARBIDE • MULTI-MASTER
ECR-B4MF 14-30W14-83 14.00 14.00 30.00 83.00 4 45.0 5.0 W 0.40 • 0.04-0.11
ECR-B6MF 16-34C16-92 (1) 16.00 16.00 34.00 92.00 6 45.0 5.0 C 0.50 • 0.05-0.11
ECR-B6MF 16-34W16-92 (1) 16.00 16.00 34.00 92.00 6 45.0 5.0 W 0.50 • 0.05-0.11
ECR-B6MF 20-42C20-104 (1) 20.00 20.00 42.00 104.00 6 45.0 5.0 C 0.70 • 0.05-0.11
ECR-B6MF 20-42W20-104 (1) 20.00 20.00 42.00 104.00 6 45.0 5.0 W 0.70 • 0.05-0.11
ECR-B6MF 25-52C25-121 (1) 25.00 25.00 52.00 121.00 6 45.0 5.0 C 0.90 • 0.06-0.11
ECR-B6MF 25-52W25-121 (1) 25.00 25.00 52.00 121.00 6 45.0 5.0 W 0.90 • 0.06-0.11
• The rougher's cutting edge profile has shallow serrations. • A very durable design which leaves only a small amount of material for the finishing cut. • For user
guide, see pages 147-254
(1) Cannot be used for plunging application
(2) C-Cylindrical, W-Weldon
Ch x 45° Rd°
ECP-E3L H
3 Flute, 38° Helix Solid Carbide
Roughing Endmills with 3xD De8 dh6
Relieved Necks and Chip
Splitting Cutting Edges ap Haº
L
Recommended
Dimensions
Machining Data
IC900 fz
Designation D d ap H L Flute Ha° Shank (1) Ch (mm/t)
ECP-E3L 05-12/17C06S57 5.00 6.00 12.00 17.00 57.00 3 38.0 C 0.20 • 0.02-0.05
ECP-E3L 05-12/17W06S57 5.00 6.00 12.00 17.00 57.00 3 38.0 W 0.20 • 0.02-0.05
ECP-E3L 06-14/20C06S57 6.00 6.00 14.00 20.00 57.00 3 38.0 C 0.30 • 0.03-0.06
ECP-E3L 06-14/20W06S57 6.00 6.00 14.00 20.00 57.00 3 38.0 W 0.30 • 0.03-0.06
ECP-E3L 08-18/26C08S63 8.00 8.00 18.00 26.00 63.00 3 38.0 C 0.40 • 0.03-0.08
ECP-E3L 08-18/26W08S63 8.00 8.00 18.00 26.00 63.00 3 38.0 W 0.40 • 0.03-0.08
ECP-E3L 10-22/32C10S72 10.00 10.00 22.00 32.00 72.00 3 38.0 C 0.40 • 0.03-0.09
ECP-E3L 10-22/32W10S72 10.00 10.00 22.00 32.00 72.00 3 38.0 W 0.40 • 0.03-0.09
ECP-E3L 12-26/38C12S83 12.00 12.00 26.00 38.00 83.00 3 38.0 C 0.40 • 0.04-0.10
ECP-E3L 12-26/38W12S83 12.00 12.00 26.00 38.00 83.00 3 38.0 W 0.40 • 0.04-0.10
ECP-E3L 14-30/44C14S100 14.00 14.00 30.00 44.00 100.00 3 38.0 C 0.50 • 0.05-0.11
ECP-E3L 14-30/44W14S100 14.00 14.00 30.00 44.00 100.00 3 38.0 W 0.50 • 0.05-0.11
ECP-E3L 16-34/50C16S100 16.00 16.00 34.00 50.00 100.00 3 38.0 C 0.50 • 0.05-0.11
ECP-E3L 16-34/50W16S100 16.00 16.00 34.00 50.00 100.00 3 38.0 W 0.50 • 0.05-0.11
ECP-E3L 20-42/62C20S125 20.00 20.00 42.00 62.00 125.00 3 38.0 C 0.50 • 0.05-0.11
ECP-E3L 20-42/62W20S125 20.00 20.00 42.00 62.00 125.00 3 38.0 W 0.50 • 0.05-0.11
• Most recommended for machining stainless steel. • For user guide, see pages 147-254
(1) C-Cylindrical, W-Weldon
103