
Page 189 - UNION
P. 189
part. Technical DaTa INch Technical DaTa INch part.
B B
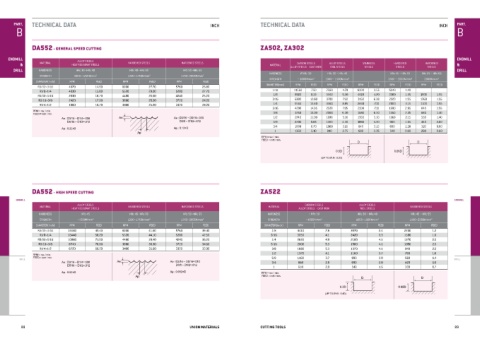
da552 - general Speed cutting Za502, Za302
endmill ALLOY STEELS endmill
CARBON STEELS
& MATERIAL HEAT RESISTANT STEELS HARDENED STEELS HARDENED STEELS MATERIAL ALLOY STEELS · CAST IRON ALLOY STEELS STAINLESS HARDENED HARDENED &
STEELS
TOOL STEELS
STEELS
STEELS
drill HARDNESS HRc 30~HRc 40 HRc 40~HRc 50 HRc 50~HRc 55 drill
HARDNESS ~ HRc 30 HRc 30 ~ HRc 45 HRc 45 ~ HRc 55 HRc 55 ~ HRc 65
STRENGTH 1000~1250N/mm 2 1250~1750N/mm 2 1750~2000N/mm 2
STRENGTH ~ 1000N/mm 2 1000 ~ 1500N/mm 2 1500 ~ 2000N/mm 2 2000N/mm 2
DIAMETER(inch) RPM FEED RPM FEED RPM FEED
DIAMETER(mm) RPM FEED RPM FEED RPM FEED RPM FEED RPM FEED
R3/32×3/16 4670 14.50 6000 27.70 5760 26.80
R1/8×1/4 4030 15.80 5520 29.00 5200 27.70 1/16 11560 7.50 7560 4.70 6300 3.55 5040 1.40
R5/32×5/16 2830 16.70 4480 26.50 4240 25.20 1/8 8920 8.25 5560 5.50 4620 4.70 3360 1.55 1900 1.55
R3/16×3/8 2420 17.90 3880 25.20 3720 24.20 3/16 6300 12.60 3780 7.50 3160 6.30 2320 1.95 1260 1.55
R1/4×1/2 1880 16.70 3480 25.20 3320 24.20 1/4 5560 13.80 3360 8.65 2840 7.10 2000 2.15 1100 1.55
5/16 4200 14.95 2520 7.85 2100 7.10 1680 2.95 840 1.55
RPM = rev. / min.
FEED = inch / min. 3/8 3260 13.00 2000 6.30 1680 6.30 1360 2.35 680 1.40
Ae : D3/16 ~ D1/4=.008 Ae Ae : D3/16 ~ D5/16=.010 1/2 2740 11.00 1680 5.10 1360 5.10 1160 2.15 560 1.40
D5/16 ~ D1/2=.012 D3/8 ~ D1/2=.012 5/8 2200 8.65 1360 4.30 1060 4.30 900 1.55 440 0.80
3/4 1680 6.70 1060 3.15 840 3.15 680 1.20 320 0.80
Ap : 0.22×D Ap : 0.12×D
Ap 1 1360 5.10 840 2.75 680 2.35 540 0.80 260 0.60
RPM = rev. / min.
FEED = inch / min.
D D
0.5D 0.05D
(UP TO Ø1/8 : 0.2D)
da552 - high Speed cutting Za522
endmill endmill
ALLOY STEELS CARBON STEELS ALLOY STEELS
MATERIAL HARDENED STEELS HARDENED STEELS MATERIAL HARDENED STEELS
HEAT RESISTANT STEELS ALLOY STEELS · CAST IRON TOOL STEELS
HARDNESS HRc 45 HRc 45~HRc 50 HRc 50~HRc 55 HARDNESS ~ HRc 30 HRc 30 ~ HRc 40 HRc 45 ~ HRc 55
STRENGTH ~1500N/mm 2 1250~1750N/mm 2 1750~2000N/mm 2 STRENGTH ~1000N/mm 2 1000~1500N/mm 2 1500~2000N/mm 2
DIAMETER(inch) RPM FEED RPM FEED RPM FEED DIAMETER(inch) RPM FEED RPM FEED RPM FEED
R3/32×3/16 13440 45.40 6000 41.60 5760 39.40 1/8 4410 7.8 3570 2.4 2200 1.2
R1/8×1/4 13440 58.20 5520 44.10 5200 42.50 3/16 3050 4.1 2420 3.3 1580 1.6
R5/32×5/16 10080 71.50 4480 39.40 4240 36.20 1/4 2630 4.9 2100 4.1 1370 2.0
R3/16×3/8 8740 76.90 3880 36.30 3720 34.60 5/16 2000 5.3 1580 4.1 1050 2.0
R1/4×1/2 6720 66.20 3480 35.60 3320 33.00 3/8 1680 5.3 1370 4.1 840 2.0
1/2 1370 4.1 1160 3.7 700 1.6
RPM = rev. / min.
FEED = inch / min. 5/8 1160 3.7 890 3.0 560 1.4
drill drill
Ae : D3/16 ~ D1/4=.008 Ae Ae : D3/16 ~ D5/16=.010 3/4 840 2.8 680 2.0 420 1.0
D5/16 ~ D1/2=.012 D3/8 ~ D1/2=.012 1 610 2.0 540 1.6 330 0.7
Ap : 0.52×D Ap : 0.052×D RPM = rev. / min.
Ap FEED = inch / min. D D
0.3D 0.05D
(UP TO Ø1/8 : 0.4D)
88 Union Materials cUttinG tools 89