
Page 194 - UNION
P. 194
part. Technical DaTa INch Technical DaTa INch part.
B B
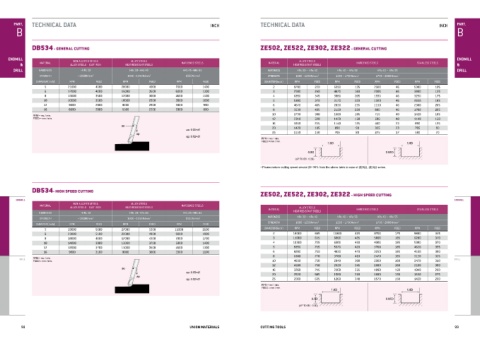
db534 - general cutting Ze502, Ze522, Ze302, Ze322 - general cutting
endmill NON-ALLOYED STEELS ALLOY STEELS ALLOY STEELS endmill
& MATERIAL ALLOY STEELS · CAST IRON HEAT RESISTANT STEELS HARDENED STEELS MATERIAL HEAT RESISTANT STEELS HARDENED STEELS STAINLESS STEELS &
drill HARDNESS ~HRc 30 HRc 30~HRc 40 HRc 45~HRc 65 HARDNESS HRc 30 ~ HRc 40 HRc 40 ~ HRc 50 HRc 40 ~ HRc 55 drill
STRENGTH ~1000N/mm 2 1000 ~1250N/mm 2 1500N/mm 2 STRENGTH 1000 ~1250N/mm 2 1250 ~1750N/mm 2 1750 ~2000N/mm 2
DIAMETER(inch) RPM FEED RPM FEED RPM FEED DIAMETER(inch) RPM FEED RPM FEED RPM FEED RPM FEED
5 21000 4000 20000 4000 7000 1400 2 9700 220 6350 135 2500 46 5300 105
6 17000 4000 16000 3500 6000 1300 3 7500 240 4670 160 2000 46 3880 135
8 13000 3500 12000 3000 4500 1100 4 6350 345 3880 205 1550 46 3250 175
10 10500 3000 10000 2500 3500 1000 5 5300 370 3170 220 1320 46 2650 185
12 9000 2800 8000 2500 3000 950 6 4670 405 2830 255 1150 46 2380 205
16 6000 2800 5500 2200 2000 800 8 3530 435 2120 230 880 46 1760 205
10 2730 380 1680 185 715 40 1420 185
RPM = rev. / min.
FEED = mm / min. 12 2310 320 1420 150 590 40 1140 150
16 1850 255 1140 125 460 23 890 125
ae
ae: 0.05×d1 20 1420 195 890 90 335 23 705 90
ap 25 1150 150 705 80 275 17 580 70
ap: 0.02×d1
RPM = rev. / min.
FEED = mm / min.
1.0D 1.0D
0.5D 0.05D
(UP TO Ø3 : 0.2D)
• Please reduce cutting speed around 20~30% from the above table in case of ZE522, ZE322 series.
db534- high Speed cutting
Ze502, Ze522, Ze302, Ze322 - high Speed cutting
endmill endmill
NON-ALLOYED STEELS ALLOY STEELS
MATERIAL HARDENED STEELS
ALLOY STEELS · CAST IRON HEAT RESISTANT STEELS ALLOY STEELS
MATERIAL HARDENED STEELS STAINLESS STEELS
HARDNESS ~HRc 30 HRc 30~HRc 40 HRc 45~HRc 65 HEAT RESISTANT STEELS
HARDNESS HRc 30 ~ HRc 40 HRc 40 ~ HRc 50 HRc 40 ~ HRc 55
STRENGTH ~1000N/mm 2 1000 ~1250N/mm 2 1500N/mm 2
STRENGTH 1000 ~1250N/mm 2 1250 ~1750N/mm 2 1750 ~2000N/mm 2
DIAMETER(inch) RPM FEED RPM FEED RPM FEED
5 28000 5600 27000 5300 11000 2100 DIAMETER(inch) RPM FEED RPM FEED RPM FEED RPM FEED
6 23000 5100 22000 4900 9000 1900 2 18000 665 11800 415 8700 175 9800 345
8 18000 4600 17000 4300 7000 1700 3 11000 655 6800 435 5600 185 6200 370
10 14000 3900 13000 3700 5000 1400 4 10300 725 6300 430 4300 185 5300 370
12 12000 3700 11000 3500 4500 1300 5 9350 715 5570 420 3700 185 4620 355
16 9000 3100 8000 3000 3300 1100 6 8200 750 4930 470 3250 185 4100 390
8 6300 770 3780 410 2470 185 3120 355
drill RPM = rev. / min. drill
FEED = mm / min. 10 4830 750 2940 360 2000 160 2470 310
12 4100 750 2520 345 1680 160 2100 300
ae 16 3260 715 2000 355 1890 150 1940 290
ae: 0.05×d1 20 2520 665 1580 310 1680 150 1630 275
ap
ap: 0.02×d1 25 2000 635 1260 340 1570 150 1420 290
RPM = rev. / min.
FEED = mm / min.
1.0D 1.0D
0.5D 0.05D
(UP TO Ø3 : 0.2D)
98 Union Materials cUttinG tools 99