
Page 196 - UNION
P. 196
part. Technical DaTa INch Technical DaTa INch part.
B B
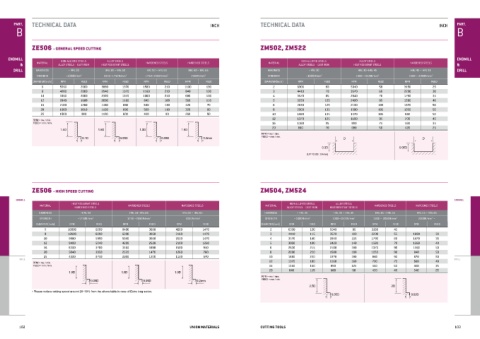
Ze506 - general Speed cutting Zm502, Zm522
endmill NON-ALLOYED STEELS ALLOY STEELS NON-ALLOYED STEELS ALLOY STEELS endmill
& MATERIAL ALLOY STEELS · CAST IRON HEAT RESISTANT STEELS HARDENED STEELS HARDENED STEELS MATERIAL ALLOY STEELS · CAST IRON HEAT RESISTANT STEELS HARDENED STEELS &
drill HARDNESS ~ HRc 30 HRc 30 ~ HRc 50 HRc 50 ~ HRc 60 HRc 60 ~ HRc 65 HARDNESS ~HRc 30 HRc 30~HRc 45 HRc 45 ~ HRc 55 drill
STRENGTH ~1000N/mm 2 1000~1750N/mm 2 1750~2080N/mm 2 2080N/mm 2 STRENGTH ~1000N/mm 2 1000 ~1500N/mm 2 1500 ~ 2000N/mm 2
DIAMETER(inch) RPM FEED RPM FEED RPM FEED RPM FEED DIAMETER(inch) RPM FEED RPM FEED RPM FEED
6 5560 2000 3880 1370 1580 210 1100 130 2 6300 60 5040 50 3150 25
8 4200 2000 2940 1370 1160 210 840 130 3 4410 70 3570 60 2200 30
10 3360 2000 2320 1370 1000 210 680 130 4 3570 85 2840 70 1790 35
12 2840 1680 2000 1160 840 180 560 110 5 3050 105 2420 85 1580 40
16 2100 1260 1480 880 640 130 420 70 6 2630 125 2100 105 1370 50
20 1680 1010 1160 690 500 110 320 60 8 2000 135 1580 105 1050 50
25 1500 900 1100 600 430 90 260 50 10 1680 135 1370 105 840 50
12 1370 105 1160 95 700 40
RPM = rev. / min.
FEED = mm / min. 16 1160 95 890 75 560 35
20 840 70 680 50 420 25
1.5D 1.5D 1.0D 1.0D
RPM = rev. / min.
0.1D 0.05D 0.05D 0.2mm FEED = mm / min. D D
0.3D 0.05D
(UP TO Ø3 : 0.4mm)
Ze506 - high Speed cutting Zm504, Zm524
endmill endmill
HEAT RESISTANT STEELS NON-ALLOYED STEELS ALLOY STEELS
MATERIAL HARDENED STEELS HARDENED STEELS MATERIAL HARDENED STEELS HARDENED STEELS
HARDENED STEELS ALLOY STEELS · CAST IRON HEAT RESISTANT STEELS
HARDNESS ~HRc 50 HRc 50~HRc 60 HRc 60 ~ HRc 65 HARDNESS ~ HRc 30 HRc 30 ~ HRc 45 HRc 45 ~ HRc 55 HRc 55 ~ HRc 65
STRENGTH ~1750N/mm 2 1750 ~2080N/mm 2 2080N/mm 2 STRENGTH ~1000N/mm 2 1000~1500N/mm 2 1500 ~ 2000N/mm 2 2000N/mm ~
2
DIAMETER(inch) RPM FEED RPM FEED RPM FEED DIAMETER(inch) RPM FEED RPM FEED RPM FEED RPM FEED
6 16800 6090 8400 3050 4200 1470 2 6300 100 5040 80 3150 45
8 12600 6090 6300 3050 3160 1470 3 4410 115 3570 100 2200 55 1890 30
10 9980 5990 5040 3050 2520 1470 4 3570 140 2840 115 1790 60 1470 35
12 8400 5040 4200 2520 2100 1260 5 3050 180 2420 140 1580 70 1260 40
16 6300 3780 3160 1890 1580 950 6 2630 215 2100 180 1370 90 1160 50
20 5040 3050 2520 1470 1260 760 8 2000 230 1580 180 1050 90 840 50
25 4500 2750 2200 1300 1120 670 10 1680 230 1370 180 840 90 670 50
drill drill
RPM = rev. / min. 12 1370 180 1160 160 700 70 560 40
FEED = mm / min. 16 1160 160 890 125 560 60 440 35
20 840 115 680 90 420 45 340 25
1.5D 1.0D 1.0D
RPM = rev. / min.
0.05D 0.05D 0.2mm FEED = mm / min.
2.5D 2D
• Please reduce cutting speed around 20~30% from the above table in case of Extra long series.
0.05D 0.02D
102 Union Materials cUttinG tools 103