
Page 195 - UNION
P. 195
part. Technical DaTa INch Technical DaTa INch part.
B B
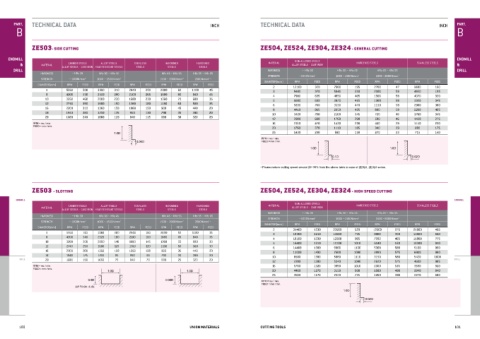
Ze503- Side cutting Ze504, Ze524, Ze304, Ze324 - general cutting
endmill NON-ALLOYED STEELS endmill
ALLOY STEELS
CARBON STEELS
& MATERIAL ALLOY STEELS · CAST IRON HEAT RESISTANT STEELS STAINLESS HARDENED HARDENED MATERIAL ALLOY STEELS · CAST IRON HARDENED STEELS STAINLESS STEELS &
STEELS
STEELS
STEELS
drill HARDNESS ~ HRc 30 HRc 30 ~ HRc 45 HRc 45 ~ HRc 55 drill
HARDNESS ~ HRc 30 HRc 30 ~ HRc 45 HRc 45 ~ HRc 55 HRc 55 ~ HRc 65
STRENGTH ~1000N/mm 2 1000 ~1500N/mm 2 1500 ~2000N/mm 2
STRENGTH ~ 1000N/mm 2 1000 ~ 1500N/mm 2 1500 ~ 2000N/mm 2 2000N/mm ~
2
DIAMETER(inch) RPM FEED RPM FEED RPM FEED RPM FEED
DIAMETER(mm) RPM FEED RPM FEED RPM FEED RPM FEED RPM FEED
2 12100 320 7900 195 2700 47 6600 160
6 5560 500 3360 310 2840 250 2000 60 1100 45 3 9400 370 5840 230 2000 58 4850 195
8 4200 530 2520 290 2100 265 1680 80 840 45 4 7900 655 4850 405 1500 58 4070 320
10 3260 460 2000 230 1680 230 1360 70 680 35 5 6600 690 3970 415 1300 58 3320 345
12 2740 390 1680 190 1360 180 1160 60 560 35 6 5830 760 3530 470 1150 58 2980 380
16 2200 310 1360 150 1060 150 900 45 440 20 8 4410 815 2650 435 880 58 2200 405
18 1940 280 1210 135 950 130 790 35 380 20 10 3420 700 2100 345 720 46 1760 345
20 1680 240 1060 120 840 115 680 30 320 20
12 2880 600 1760 290 590 46 1430 275
RPM = rev. / min. 16 2310 470 1430 230 460 29 1150 230
FEED = mm / min.
20 1760 370 1110 185 340 29 880 175
1.0D 25 1430 290 880 150 270 23 715 140
RPM = rev. / min.
0.05D FEED = mm / min.
1.0D 1.0D
0.1D 0.02D
• Please reduce cutting speed around 20~30% from the above table in case of ZE524, ZE324 series.
Ze503 - Slotting Ze504, Ze524, Ze304, Ze324 - high Speed cutting
endmill endmill
NON-ALLOYED STEELS
CARBON STEELS ALLOY STEELS STAINLESS HARDENED HARDENED MATERIAL HARDENED STEELS STAINLESS STEELS
MATERIAL ALLOY STEELS · CAST IRON
ALLOY STEELS · CAST IRON HEAT RESISTANT STEELS STEELS STEELS STEELS
HARDNESS ~ HRc 30 HRc 30 ~ HRc 45 HRc 45 ~ HRc 55
HARDNESS ~ HRc 30 HRc 30 ~ HRc 45 HRc 45 ~ HRc 55 HRc 55 ~ HRc 65
STRENGTH ~1000N/mm 2 1000 ~1500N/mm 2 1500 ~2000N/mm 2
STRENGTH ~ 1000N/mm 2 1000 ~ 1500N/mm 2 1500 ~ 2000N/mm 2 2000N/mm ~
2
DIAMETER(inch) RPM FEED RPM FEED RPM FEED RPM FEED
DIAMETER(mm) RPM FEED RPM FEED RPM FEED RPM FEED RPM FEED
2 31400 1230 23500 520 12600 275 21600 465
6 5560 310 3360 200 2840 160 2000 50 1100 35 3 19300 1210 13600 735 8900 390 13500 660
8 4200 340 2520 180 2100 160 1680 65 840 35 4 18100 1330 12600 865 7090 465 11800 775
10 3260 300 2000 140 1680 145 1360 55 680 30 5 16400 1310 11100 1010 6040 530 10300 910
12 2740 250 1680 120 1360 120 1160 50 560 30 6 14400 1380 9900 1100 5300 580 9100 990
16 2200 200 1360 100 1060 100 900 35 440 20 8 11000 1430 7600 1090 3990 575 6900 980
18 1940 175 1210 85 950 85 790 30 380 20 10 8500 1380 5880 1110 3150 580 5420 1000
drill 20 1680 150 1060 70 840 70 680 25 320 20 12 7200 1380 5040 1090 2620 575 4600 985 drill
RPM = rev. / min. 16 5700 1320 3990 1010 2000 535 3590 910
FEED = mm / min.
1.0D 1.0D 20 4400 1270 3150 930 1580 490 2840 840
25 3500 1170 2520 755 1260 390 2270 680
0.5D 0.05D RPM = rev. / min.
FEED = mm / min.
(UP TO Ø3 : 0.2D)
1.0D
0.02D
100 Union Materials cUttinG tools 101