
Page 193 - UNION
P. 193
part. Technical DaTa INch Technical DaTa INch part.
B B
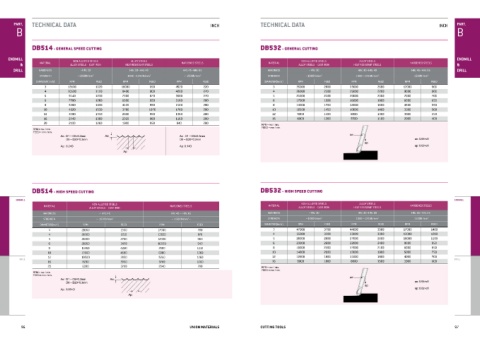
db514 - general Speed cutting db532 - general cutting
endmill NON-ALLOYED STEELS ALLOY STEELS NON-ALLOYED STEELS ALLOY STEELS endmill
& MATERIAL ALLOY STEELS · CAST IRON HEAT RESISTANT STEELS HARDENED STEELS MATERIAL ALLOY STEELS · CAST IRON HEAT RESISTANT STEELS HARDENED STEELS &
drill HARDNESS ~HRc 30 HRc 30~HRc 40 HRc 45~HRc 65 HARDNESS ~HRc 30 HRc 30~HRc 40 HRc 45~HRc 65 drill
STRENGTH ~1000N/mm 2 1000 ~1250N/mm 2 ~ 1500N/mm 2 STRENGTH ~1000N/mm 2 1000 ~1250N/mm 2 1500N/mm 2
DIAMETER(inch) RPM FEED RPM FEED RPM FEED DIAMETER(inch) RPM FEED RPM FEED RPM FEED
3 13100 1020 10000 690 4520 220 3 35000 2800 33000 2600 12000 900
4 10500 1110 8400 800 4200 270 4 26000 2300 25000 2200 9000 800
5 9140 1230 7300 870 3680 270 5 21000 2100 20000 2000 7000 700
6 7780 1260 6300 950 3160 280 6 17000 1900 16000 1800 6000 650
8 5260 1430 4420 990 2100 280 8 13000 1700 12000 1600 4500 550
10 4620 1530 3780 1070 1780 280 10 10500 1450 10000 1400 3500 500
12 3780 1350 2940 990 1360 280 12 9000 1400 8000 1300 3000 450
16 2740 1380 2320 980 1160 280 16 6000 1200 5500 1100 2000 400
20 2100 1260 1900 950 840 280 RPM = rev. / min.
FEED = mm / min.
RPM = rev. / min.
FEED = mm / min.
Ae : D1 ~ D6=0.2mm Ae Ae : D1 ~ D6=0.2mm ae
D8 ~ D20=0.3mm D8 ~ D20=0.3mm ae: 0.05×d1
ap
Ap : 0.2×D Ap: 0.1×D ap: 0.02×d1
Ap
db514 - high Speed cutting db532 - high Speed cutting
endmill enDMill
NON-ALLOYED STEELS NON-ALLOYED STEELS ALLOY STEELS
MATERIAL HARDENED STEELS MATERIAL HARDENED STEELS
ALLOY STEELS · CAST IRON ALLOY STEELS · CAST IRON HEAT RESISTANT STEELS
HARDNESS ~ HRc 45 HRc 45 ~ HRc 65 HARDNESS ~HRc 30 HRc 30~HRc 40 HRc 45~HRc 65
STRENGTH ~ 1500N/mm 2 ~ 1500N/mm ~ STRENGTH ~1000N/mm 2 1000 ~1250N/mm 2 1500N/mm 2
2
DIAMETER(inch) RPM FEED RPM FEED DIAMETER(inch) RPM FEED RPM FEED RPM FEED
3 21000 1500 17000 780 3 47000 3700 44000 3500 17000 1400
4 21000 2210 13660 870 4 35000 3200 33000 3000 13000 1200
5 21000 2700 12000 900 5 28000 2800 27000 2600 10000 1100
6 21000 3470 10500 940 6 23000 2600 22000 2400 8000 950
8 15760 4260 7880 1110 8 18000 2300 17000 2100 6000 850
10 13660 4580 6300 1260 10 14000 2000 13000 1900 5000 750
12 10500 3950 5260 1260 12 12000 1800 11000 1800 4000 700
drill DRILL
16 8200 3950 3780 1060 16 9000 1600 8000 1500 3300 600
20 6300 3780 2940 790 RPM = rev. / min.
FEED = mm / min.
RPM = rev. / min.
FEED = mm / min. ae
Ae : D1 ~ D6=0.2mm Ae
D8 ~ D20=0.3mm ae: 0.05×d1
ap
Ap : 0.05×D ap: 0.02×d1
Ap
96 Union Materials cUttinG tools 97