
Page 186 - UNION
P. 186
part. Technical DaTa RECOMMENDATION OF CUTTING CONDITIONS Technical DaTa INch part.
B B
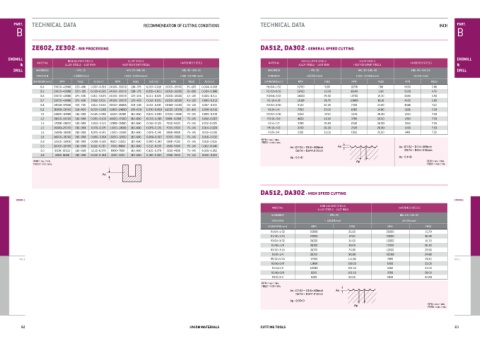
Ze602, Ze302 - rib proceSSing da512, da302 - general Speed cutting
endmill NON-ALLOYED STEELS ALLOY STEELS NON-ALLOYED STEELS ALLOY STEELS endmill
& MATERIAL ALLOY STEELS · CAST IRON HEAT RESISTANT STEELS HARDENED STEELS MATERIAL ALLOY STEELS · CAST IRON HEAT RESISTANT STEELS HARDENED STEELS &
drill HARDNESS ~HRc 30 HRc 30~HRc 45 HRc 45~HRc 55 HARDNESS ~HRc 30 HRc 30~HRc 40 HRc 45~HRc 65 drill
STRENGTH ~1000N/mm2 1000~1500N/mm2 1500~2000N/mm2 STRENGTH ~1000N/mm2 1000~1250N/mm2 1500N/mm2
DIAMETER(mm) RPM FEED Ae(mm) RPM FEED Ae(mm) RPM FEED Ae(mm) DIAMETER(inch) RPM FEED RPM FEED RPM FEED
0.4 33000~42000 220~490 0.007~0.018 24000~30000 100~375 0.007~0.018 15000~18000 35~100 0.004~0.008 R1/64×1/32 15760 9.80 12720 7.80 5800 3.80
0.5 33000~42000 220~190 0.009~0.022 24000~30000 100~375 0.009~0.022 15000~18000 35~100 0.004~0.009 R1/32×1/16 15760 13.80 12140 1.60 5320 4.70
0.6 33000~42000 275~630 0.011~0.026 24000~30000 120~485 0.011~0.026 15000~18000 45~120 0.005~0.011 R3/64×3/32 14400 29.50 10700 19.30 4680 5.90
0.7 33000~42000 275~630 0.012~0.031 24000~30000 120~485 0.012~0.031 15000~18000 45~120 0.006~0.013 R1/16×1/8 13100 26.70 10000 18.10 4520 5.90
0.8 28500~37000 310~700 0.014~0.035 20500~26000 130~530 0.014~0.035 13000~15500 50~140 0.007~0.015 R3/32×3/16 9140 32.30 7300 22.80 3680 7.10
0.9 26000~33000 310~800 0.030~0.060 19000~24000 180~600 0.030~0.060 11500~13500 60~145 0.008~0.016 R1/8×1/4 7780 33.00 6300 24.80 3160 7.50
1.0 24000~30000 310~900 0.045~0.090 16500~21000 210~660 0.045~0.090 10500~13500 75~145 0.009~0.018 R5/32×5/16 5260 37.50 4420 26.00 2100 7.50
1.2 19500~24000 310~990 0.055~0.100 14000~17000 210~660 0.055~0.100 9000~11000 75~145 0.010~0.022 R3/16×3/8 4620 40.10 3780 28.00 1780 7.50
1.4 17000~21000 310~990 0.062~0.125 12000~15000 210~660 0.062~0.125 7500~9500 75~145 0.012~0.025 R1/4×1/2 3780 35.40 2940 26.00 1360 7.50
1.5 15500~20000 310~990 0.070~0.135 11000~14500 210~660 0.070~0.135 7000~8500 75~145 0.014~0.028 R5/16×5/8 2740 36.20 2320 26.00 1160 7.50
1.6 15000~19000 310~990 0.075~0.145 11000~13500 210~660 0.075~0.145 6500~8500 75~145 0.015~0.030 R3/8×3/4 2100 33.00 1900 25.00 840 7.50
1.8 14000~18000 310~990 0.080~0.160 10000~12000 210~660 0.080~0.160 6000~7500 75~145 0.016~0.032
2.0 12500~15500 310~990 0.090~0.180 9000~11000 210~660 0.090~0.180 5500~7000 75~145 0.018~0.035 RPM = rev. / min.
FEED = inch / min.
2.5 10000~13000 310~990 0.112~0.235 7000~9000 210~660 0.112~0.235 4500~5500 75~145 0.022~0.045 Ae : D1/32 ~ D1/4=.008inch Ae Ae : D1/32 ~ D1/4=.008inch
3.0 8500~10500 310~990 0.135~0.270 6000~7500 210~660 0.135~0.270 3500~4500 75~145 0.028~0.055 D5/16 ~ D3/4=.012inch D5/16 ~ D3/4=.012inch
4.0 6500~8000 310~990 0.180~0.360 4500~5500 210~660 0.180~0.360 2700~3500 75~145 0.036~0.072
Ap : 0.2×D Ap : 0.1×D
RPM = rev. / min. Ap RPM = rev. / min.
FEED = mm / min. FEED = mm / min.
Ae
da512, da302 - high Speed cutting
endmill endmill
NON-ALLOYED STEELS
MATERIAL HARDENED STEELS
ALLOY STEELS · CAST IRON
HARDNESS ~ HRc 45 HRc 45~HRc 65
STRENGTH ~ 1500N/mm 2 1500N/mm 2
DIAMETER(inch) RPM FEED RPM FEED
R1/64×1/32 25000 25.60 25000 15.70
R1/32×1/16 23000 27.50 23000 16.90
R3/64×3/32 21000 34.60 19000 19.30
R1/16×1/8 21000 39.40 17000 20.50
R3/32×3/16 21000 70.90 12000 23.60
R1/8×1/4 21000 90.90 10500 24.80
drill R5/32×5/16 15760 111.80 7880 29.10 drill
R3/16×3/8 13660 120.00 6300 33.00
R1/4×1/2 10500 103.50 5260 33.00
R5/16×5/8 8200 103.50 3780 28.00
R3/8×3/4 6300 99.00 2940 20.80
RPM = rev. / min.
FEED = inch / min.
Ae : D1/32 ~ D1/4=.008inch Ae
D5/16 ~ D3/4=.012inch
Ap : 0.05×D
Ap RPM = rev. / min.
FEED = mm / min.
82 Union Materials cUttinG tools 83