
Page 181 - UNION
P. 181
part. Technical DaTa Technical DaTa part.
B B
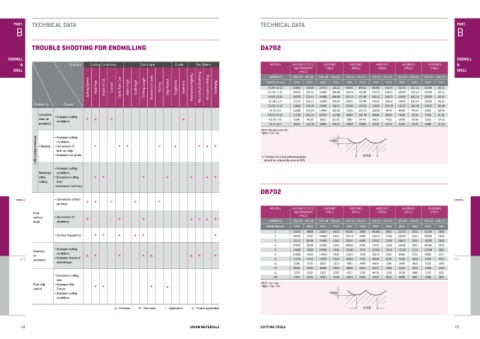
trouble Shooting For endmilling da702
endmill endmill
& Solution Cutting Conditions Tool shape Grade The Others MATERIAL HARDENED STEELS HARDENED HARDENED HARDENED HARDENED HARDENED &
STEELS
STEELS
STEELS
HEAT RESISTANT
STEELS
STEELS
drill HARDNESS HRc 30 ~ HRc 40 HRc 40 ~ HRc 50 HRc 50 ~ HRc 55 HRc 55 ~ HRc 60 HRc 60 ~ HRc 65 HRc 65 ~ HRc 70 drill
STEELS
Cutting Speed Feed Rate Depth of Cut Coolant Up & Down Cut Relief Angle Lead Angle Cutting Length Numbers of Teeth Honing Chip Pocket Toughness Hardness Machanical Rigidity Machanical Chattering Workpiece Setting Overhang DIAMETER(inch) 50000 188.98 50000 165.35 45000 149.61 40000 118.11 35000 102.36 35000 90.55
RPM
FEED
RPM
FEED
FEED
RPM
RPM
FEED
RPM
FEED
RPM
FEED
R1/64×1/32
32000
124.02
110.24
R1/32×1/16
157.48
188.98
40000
47800
49700
35000
224.41
90.55
28500
124.02
21000
19000
90.55
26500
23500
157.48
236.22
31800
33100
208.66
R1/16×1/8
110.24
124.02
Problems Cause R3/64×3/32 49700 224.41 47800 188.98 40000 157.48 35000 120.08 32000 110.24 28500 90.55
228.35
192.91
100.39
15000
17800
82.68
147.64
18600
11500
R3/32×3/16
13500
10500
R1/8×1/4 13900 190.94 13400 161.42 11000 122.05 10000 98.43 8800 84.65 8000 68.90
Excessive • Improper cutting R5/32×5/16 11100 165.35 10700 137.80 9000 106.30 8000 84.65 7000 72.83 6500 61.02
wear on conditions ▼ ▲ ⊙ ▲ R3/16×3/8 9300 145.67 8900 122.05 7500 94.49 6600 74.80 5800 64.96 5300 54.33
periphery R1/4×1/2 6950 116.14 6680 98.43 5600 74.80 5000 61.02 4400 49.21 4000 41.34
RPM : Revolution Per Min
FEED : inch / min 0.02D
• Improper cutting
Cutting edge breakage Chipping • Generation of ▼ ▼ ▼ ⊙ ▲ ▼ ▲ ▼ ※ The feed, in long & extra long types, 0.05D
conditions
built-up edge
• Improper tool grade
• Improper cutting should be reduced by around 50%
Breakage conditions
while • Excessive cutting ▼ ▼ ▼ ▲ ▲ ▲ ▼
cutting load
• Excessive overhang
db702
endmill • Generation of built- ▲ ▲ ⊙ ▲ ⊙ endmill
up edge
MATERIAL HARDENED STEELS HARDENED HARDENED HARDENED HARDENED HARDENED
Poor HEAT RESISTANT STEELS STEELS STEELS STEELS STEELS
surface • Generation of ▼ ○ ▼ ▼ ▲ ⊙ ▲ ▼ STEELS
finish chattering HARDNESS HRc 30 ~ HRc 40 HRc 40 ~ HRc 50 HRc 50 ~ HRc 55 HRc 55 ~ HRc 60 HRc 60 ~ HRc 65 HRc 65 ~ HRc 70
DIAMETER(mm) RPM FEED RPM FEED RPM FEED RPM FEED RPM FEED RPM FEED
1 50000 4800 50000 4200 45000 3800 40000 3000 35000 2600 35000 2300
• Surface Squarence ▼ ▼ ▲ ▲ ▼ ▼ 2 49700 5700 47800 4800 40000 4000 35000 3150 32000 2800 28500 2300
3 33100 6000 31800 5300 26500 4000 23500 3150 21000 2800 19000 2300
4 24900 6000 23900 5300 20000 4000 17500 3150 16000 2800 14500 2300
• Improper cutting
Oversize conditions 5 18600 5800 17800 4900 15000 3750 13500 3050 11500 2550 10500 2100
or ▲ ▼ ▼ ▼ ▲ ▲ ▼ ▼ 6 13900 4850 13400 4100 11000 3100 10000 2500 8800 2150 8000 1750
drill undersize • Improper choice of 8 11100 4200 10700 3500 9000 2700 8000 2150 7000 1850 6500 1550 drill
endmill type 10 9300 3700 8900 3100 7500 2400 6600 1900 5800 1650 5300 1380
12 6950 2950 6680 2500 5600 1900 5000 1550 4400 1250 4000 1050
16 5570 2650 5350 2200 4500 1700 4000 1350 3500 1000 3200 850
• Excessive cutting 20 4450 2350 4300 1950 3600 1500 3200 1200 2800 800 2550 660
rate
Poor chip • Improper chip RPM = rev. / min.
FEED = mm / min.
control Pocket ▼ ▼ ▼ ▲
• Improper cutting 0.02D
conditions
▲ : Increase ▼ : Decrease ○ : Application ⊙ : Proper application 0.05D
72 Union Materials cUttinG tools 73