
Page 180 - UNION
P. 180
part. Technical DaTa Technical DaTa part.
B B
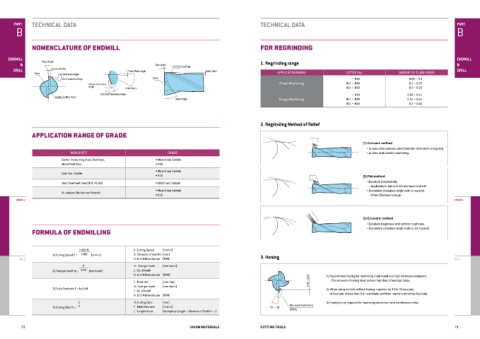
nomenclature oF endmill For regrinding
endmill endmill
& 1. Regrinding range &
drill drill
APPLICATION RANGE CUTTER Dia. AMOUNT OF FLANK WEAR
~ Ø10 0.05 ~ 0.1
Finish Machining Ø11 ~ Ø30 0.1 ~ 0.25
Ø31 ~ Ø50 0.2 ~ 0.35
~ Ø10 0.08 ~ 0.15
Rough Machining Ø11 ~ Ø30 0.15 ~ 0.35
Ø31 ~ Ø50 0.3 ~ 0.45
2. Regrinding Method of Relief
application range oF grade
(1) Concave method
• In case when precise outer Diameter dimension is required.
WORKPIECE GRADE • In case of aluminium machining.
Carbon Steel, Alloy Steel, Tool Steel, • Micro Grain Carbide
Metal Mold Steel • P30
• Micro Grain Carbide
Cast Iron, Ductile
• K10 (2) Flat method
Heat Treatment Steel(HRC 40-60) • Ultrafinest Carbide • Excellent machinability
- Applicable to ball end mill and taper end mill.
• Micro Grain Carbide • Secondary clearance angle work is required.
Aluminium, Nonferrous Meterial
• K10 - When Diameter is large.
endmill endmill
(3) Eccentric method
• Excellent toughness and surface roughness.
• Secondary clearance angle work is not required.
Formula oF endmilling
π×D×N V : Cutting Speed (m/min)
1) Cutting Speed V = 1000 (m/min) D : Diameter of End Mill (mm) 3. honing
drill N : End Mill revolution (RPM) drill
F fz : Feed per tooth (mm/tooth)
2) Feed per tooth fz = Z×N (mm/tooth) Z : No. of teeth
N : End Mill revolution (RPM) 1) Recommend honing for machining mold metal and high hardness workpiece.
F : Feed rate (mm/min) - The amount of honing shall be less than that of feed per blade.
fz : Feed per tooth (mm/tooth)
3) Table Feed rate F = fz×Z×N 2) Whan using end mill without honing, machine for 10 to 30 seconds
Z : No. of teeth
N : End Mill revolution (RPM) at feed rate of less than 0.01 mm/blade and then machine at normal feed rate.
L Tc: Cutting Time (min) 3) Honing is not required for machining aluminium and non-ferrous metal.
4) Cutting Time Tc = F F : Table feed rate (m/min)
L : Length of cut (workpiece Length + Diameter of Endmill + α)
70 Union Materials cUttinG tools 71