
Page 842 - Iscar
P. 842
INTRODUCTION
INTRODUCTION
TOOLING SYSTEMS
Power Chucks
With this tool, only a small tightening torque
compresses the frontal nose, providing an
extremely high gripping force. It is designed for
roughing and finishing applications in milling where
high torque transmission, maximum accuracy,
compactness and easy operation are required.
Features
• The clamping nut is not threaded (as in ER collet chucks)
• Designed for direct chucking of the tool shank –
no need for intermediate collet for
maximum gripping force
• Sealed nut construction
• No axial drawback of the tool shank
as chuck is tightened
• Thick wall construction to withstand
greater side loading forces
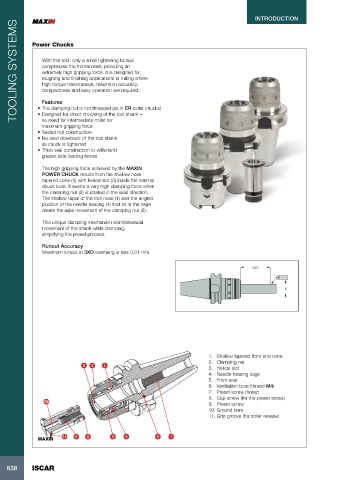
The high gripping force achieved by the MAXIN
POWER CHUCK results from the shallow nose
tapered cone (1) with helical slot (3) inside the internal
chuck bore. It exerts a very high clamping force when
the clamping nut (2) is rotated in the axial direction.
The shallow taper of the tool nose (1) and the angled
position of the needle bearing (4) that sit in the cage
create the axial movement of the clamping nut (2).
This unique clamping mechanism eliminatesaxial
movement of the shank while clamping,
simplifying the preset process.
Runout Accuracy
Maximum runout at 3XD overhang is less 0.01 mm
3xD
0.01
D
1. Shallow tapered front end cone
2. Clamping nut
3. Helical slot
4. Needle bearing cage
5. Front seal
6. Ventilation bore (thread M4)
7. Preset screw thread
8. Cap screw (for the preset screw)
9. Preset screw
10. Ground bore
11. Grip groove (for collet release)
MAXIN
ISCAR
838
838 ISCAR