
Page 83 - Iscar
P. 83
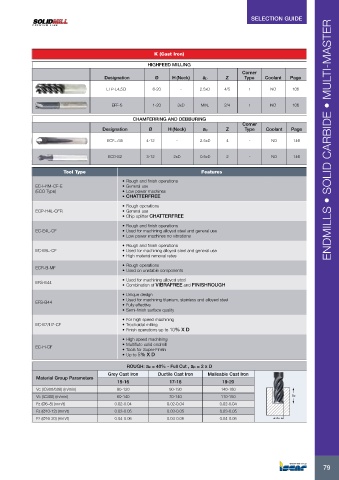
SELECTION GUIDE
K (Cast Iron)
HIGHFEED MILLING
Corner
Designation Ø H (Neck) ap Z Type Coolant Page
EFP-E4,5CF 6-20 - 2.5xD 4/5 r NO 106
EFF-S 1-20 3xD MIN. 2/4 r NO 106
CHAMFERRING AND DEBBURING
Corner
Designation Ø H (Neck) ap Z Type Coolant Page
ECF.../45 4-12 - 2.5xD 4 - NO 146 ENDMILLS • SOLID CARBIDE • MULTI-MASTER
ECD-S2 3-12 2xD 0.5xD 2 - NO 146
Tool Type Features
• Rough and finish operations
EC-H4M-CF-E • General use
(ECO Type) • Low power machines
• CHATTERFREE
• Rough operations
ECP-H4L-CFR • General use
• Chip splitter CHATTERFREE
• Rough and finish operations
EC-E4L-CF • Used for machining alloyed steel and general use
• Low power machines no vibrations
• Rough and finish operations
EC-E5L-CF • Used for machining alloyed steel and general use
• High material removal rates
• Rough operations
ECR-B-MF
• Used on unstable components
• Used for machining alloyed steel
EFS-E44 • Combination of VIBRAFREE and FINISHROUGH
• Unique design
• Used for machining titanium, stainless and alloyed steel
EFS-B44
• Fully effective
• Semi-finish surface quality
• For high speed machining
EC-E7/H7-CF • Trochoidal milling
• Finish operations up to 10% X D
• High speed machining
• Multiflute solid endmill
EC-H-CF
• Tools for Super-Finish
• Up to 5% X D
ROUGH: ae = 40% - Full Cut , ap = 2 x D
Grey Cast Iron Ductile Cast Iron Malleable Cast Iron
Material Group Parameters
15-16 17-18 19-20
Vc (IC900/608) (m/min) 80-130 90-130 140-180
Vc (IC300) (m/min) 60-140 70-140 110-150 ap
Fz (Ø6–8) (mm/t) 0.02-0.04 0.02-0.04 0.02-0.04
Fz (Ø10-12) (mm/t) 0.03-0.05 0.03-0.05 0.03-0.05
Fz (Ø16-20) (mm/t) 0.04-0.06 0.04-0.06 0.04-0.06 ae
79
79