
Page 684 - Iscar
P. 684
USER GUIDE
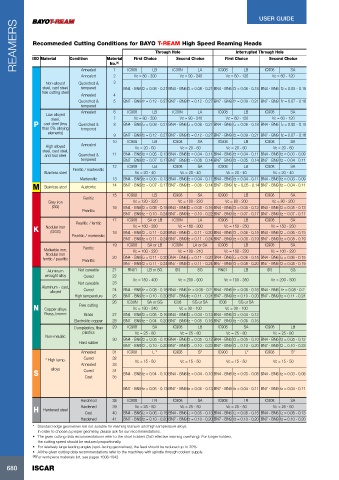
REAMERS ISO Material Condition Material First Choice Through Hole First Choice Second Choice Material First Choice Blind Hole Second Choice First Choice Second Choice Through Hole - LB
Recommeded Cutting Conditions for BAYO T-REAM High Speed Reaming Heads
Interrupted Through Hole
IC08
Interrupted Blind Hole
Second Choice
1
SA
Annealed
1
SA
Vc = 6 - 10
Vc = 60 - 120
Vc = 90 - 240
Annealed No. (1) IC908 LB IC30N LA IC908 LB IC908 Vc = 60 - 120 No. IC908 Vc = 60-160 IC30N SA IC908 Vc = 60 - 120 SA Blind Hole - SA
Vc = 90 - 200
2
Vc = 80 - 200
2
Non-alloyed Quenched & 3 3
steel, cast steel, tempered BN4 - BN6 fz = 0.08 - 0.21 BN4 - BN6 fz = 0.08 - 0.21 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.05 - 0.15 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.05 - 0.15 BN4 - BN6 fz = 0.05 - 0.17
free cutting steel
Annealed 4 4
Quenched & 5 BN7 - BN9 fz = 0.12 - 0.27 BN7 - BN9 fz = 0.12 - 0.27 BN7 - BN9 fz = 0.09 - 0.21 BN7 - BN9 fz = 0.07 - 0.16 5 BN7 - BN9 fz = 0.08 - 0.20 BN7 - BN9 fz = 0.08 - 0.21 BN7 - BN9 fz = 0.07 - 0.16 BN7 - BN9 fz = 0.07 - 0.20
tempered
Annealed 6 IC908 LB IC30N LA IC908 LB IC908 SA 6 IC908 SA IC30N SA IC908 SA
Low alloyed Vc = 6 - 10
steel, 7 Vc = 80 - 200 Vc = 90 - 240 Vc = 60 - 120 Vc = 60 - 120 7 Vc = 60-160 Vc = 90 - 200 Vc = 60 - 120
P cast steel (less Quenched & 8 BN4 - BN6 fz = 0.08 - 0.21 BN4 - BN6 fz = 0.08 - 0.21 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.05 - 0.15 8 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.05 - 0.15
than 5% alloying tempered BN4 - BN6 fz = 0.05 - 0.17
elements)
9 BN7 - BN9 fz = 0.12 - 0.27 BN7 - BN9 fz = 0.12 - 0.27 BN7 - BN9 fz = 0.09 - 0.21 BN7 - BN9 fz = 0.07 - 0.16 9 BN7 - BN9 fz = 0.08 - 0.20 BN7 - BN9 fz = 0.08 - 0.21 BN7 - BN9 fz = 0.07 - 0.16 BN7 - BN9 fz = 0.07 - 0.20
10 IC908 LB IC908 SA IC908 LB IC908 SA 10 IC908 SA IC908 SA
High alloyed Annealed Vc = 20 - 60 Vc = 20 - 60 Vc = 20 - 60 Vc = 20 - 60 Vc = 20 - 60 Vc = 20 - 60 Vc = 6 - 10
steel, cast steel,
and tool steel Quenched & 11 BN4 - BN6 fz = 0.05 - 0.13 BN4 - BN6 fz = 0.04 - 0.11 BN4 - BN6 fz = 0.04 - 0.11 BN4 - BN6 fz = 0.03 - 0.09 11 BN4 - BN6 fz = 0.04 - 0.10 BN4 - BN6 fz = 0.03 - 0.08 BN4 - BN6 fz = 0.03 - 0.08
tempered BN7 - BN9 fz = 0.07 - 0.17 BN7 - BN9 fz = 0.06 - 0.14 BN7 - BN9 fz = 0.05 - 0.14 BN7 - BN9 fz = 0.04 - 0.11 BN7 - BN9 fz = 0.05 - 0.13 BN7 - BN9 fz = 0.04 - 0.10 BN7 - BN9 fz = 0.05 - 0.10
12 IC908 LB IC908 SA IC908 LB IC908 SA 12 IC908 SA IC908 SA
Ferritic / martensitic Vc = 4 - 8
Stainless steel Vc = 20 - 40 Vc = 20 - 40 Vc = 20 - 40 Vc = 20 - 40 Vc = 20 - 40 Vc = 20 - 40
Martensitic 13 BN4 - BN6 fz = 0.05 - 0.13 BN4 - BN6 fz = 0.04 - 0.11 BN4 - BN6 fz = 0.04 - 0.11 BN4 - BN6 fz = 0.03 - 0.09 13 BN4 - BN6 fz = 0.04 - 0.10 BN4 - BN6 fz = 0.03 - 0.08 BN4 - BN6 fz = 0.03 - 0.08
M Stainless steel Austentic 14 BN7 - BN9 fz = 0.07 - 0.17 BN7 - BN9 fz = 0.06 - 0.14 BN7 - BN9 fz = 0.05 - 0.14 BN7 - BN9 fz = 0.04 - 0.11 14 BN7 - BN9 fz = 0.05 - 0.13 BN7 - BN9 fz = 0.05 - 0.10 BN7 - BN9 fz = 0.05 - 0.10
15 IC908 LB IC908 SA IC908 LB IC908 SA 15 IC908 SA IC908 SA
Ferritic Vc = 8 - 20
Grey iron Vc = 120 - 220 Vc = 120 - 220 Vc = 80 - 200 Vc = 80 - 200 Vc = 80 - 200 Vc = 60 - 120
(GG) 16 BN4 - BN6 fz = 0.08 - 0.18 BN4 - BN6 fz = 0.08 - 0.16 BN4 - BN6 fz = 0.05 - 0.13 BN4 - BN6 fz = 0.05 - 0.13 16 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.05 - 0.13 BN4 - BN6 fz = 0.08 - 0.16
Pearlitic
BN7 - BN9 fz = 0.10 - 0.24 BN7 - BN9 fz = 0.10 - 0.22 BN7 - BN9 fz = 0.07 - 0.17 BN7 - BN9 fz = 0.07 - 0.17 BN7 - BN9 fz = 0.08 - 0.23 BN7 - BN9 fz = 0.08 - 0.18 BN7 - BN9 fz = 0.10 - 0.20
17 IC908 SA or LB IC30N LA IC908 LB IC908 SA 17 IC908 SA IC30N SA IC908 SA
Pearlitic / ferritic Vc = 9 - 20
K Nodular iron Vc = 160 - 280 Vc = 160 - 300 Vc = 150 - 250 Vc = 150 - 250 Vc = 160 - 280 Vc = 160 - 280 Vc = 160 - 240
(GGG)
Pearlitic / martensitic 18 BN4 - BN6 fz = 0.11 - 0.20 BN4 - BN6 fz = 0.11 - 0.20 BN4 - BN6 fz = 0.06 - 0.15 BN4 - BN6 fz = 0.06 - 0.15 18 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.06 - 0.16 BN4 - BN6 fz = 0.06 - 0.16
BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.08 - 0.19 BN7 - BN9 fz = 0.08 - 0.19 BN7 - BN9 fz = 0.08 - 0.23 BN7 - BN9 fz = 0.08 - 0.24 BN7 - BN9 fz = 0.08 - 0.18 BN7 - BN9 fz = 0.08 - 0.20
19 IC908 SA or LB IC30N LA or SA IC908 LB IC908 SA 19 IC908 SA IC30N SA IC908 SA
Malleable iron, Ferritic Vc = 100 - 220 Vc = 100 - 240 Vc = 100 - 220 Vc = 100 - 220 Vc = 100 - 220 Vc = 100 - 240 Vc = 100 - 220 Vc = 10 - 20
Nodular iron
ferritic / pearlitic Pearlitic 20 BN4 - BN6 fz = 0.11 - 0.20 BN4 - BN6 fz = 0.11 - 0.20 BN4 - BN6 fz = 0.06 - 0.15 BN4 - BN6 fz = 0.06 - 0.15 20 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.05 - 0.15 BN4 - BN6 fz = 0.05 - 0.15
BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.08 - 0.20 BN7 - BN9 fz = 0.08 - 0.19 BN7 - BN9 fz = 0.08 - 0.23 BN7 - BN9 fz = 0.08 - 0.23 BN7 - BN9 fz = 0.08 - 0.20 BN7 - BN9 fz = 0.08 - 0.15
Aluminum Not cureable 21 RN01 LB or SG ID5 SG RN01 LB ID5 SG 21 RN01 SG or SA ID5 SG or SA RN01 SG or SA ID5 SG or SA
wrought alloy Cured 22 22 Vc = 10 - 30
Not cureable 23 Vc = 150 - 400 Vc = 200 - 500 Vc = 150 - 350 Vc = 200 - 500 23 Vc = 150 - 400 Vc = 200 - 400 Vc = 150 - 300 Vc = 200 - 400
Aluminum - cast, Cured 24 BN4 - BN6 fz = 0.08 - 0.16 BN4 - BN6 fz = 0.08 - 0.2 BN4 - BN6 fz = 0.08 - 0.16 BN4 - BN6 fz = 0.08 - 0.2 24 BN4 - BN6 fz = 0.08 - 0.16 BN4 - BN6 fz = 0.08 - 0.16 BN4 - BN6 fz = 0.07 - 0.15 BN4 - BN6 fz = 0.08 - 0.16 BN4 - BN6 fz = 0.05 - 0.12
alloyed
High temperature 25 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.11 - 0.24 25 BN7 - BN9 fz = 0.11 - 0.20 BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.11 - 0.20 BN7 - BN9 fz = 0.11- 0.24 BN7 - BN9 fz = 0.08 - 0.15
26 IC30N SA or SG IC08 SG or SA IC08 SG or SA 26 IC30N SG or SA IC08 SG or SA IC08 SG or SA
N Copper alloys Free cutting Vc = 180 - 240 Vc = 30 - 100 Vc = 30 - 100 Vc = 180 - 240 Vc = 30 - 100 Vc = 30 - 100 Vc = 30 - 100
Brass, bronze Brass 27 BN4 - BN6 fz = 0.05 - 0.16 BN4 - BN6 fz = 0.04 - 0.13 BN4 - BN6 fz = 0.04 - 0.13 27 BN4 - BN6 fz = 0.05 - 0.16 BN4 - BN6 fz = 0.04 - 0.13 BN4 - BN6 fz = 0.04 - 0.13 BN4 - BN6 fz = 0.04 - 0.13
Electrolitic copper 28 BN7 - BN9 fz = 0.04 - 0.20 BN7 - BN9 fz = 0.05 - 0.16 BN7 - BN9 fz = 0.05 - 0.16 28 BN7 - BN9 fz = 0.05 - 0.21 BN7 - BN9 fz = 0.05 - 0.16 BN7 - BN9 fz = 0.05 - 0.16 BN7 - BN9 fz = 0.05 - 0.16
Duroplastics, fiber 29 IC908 SA IC908 LB IC908 SA IC908 LB 29 IC908 SA IC908 SA Vc = 10 - 20
plastics Vc = 25 - 80 Vc = 25 - 80 Vc = 25 - 80 Vc = 25 - 80 Vc = 25 - 80 Vc = 25 - 80
Non-metallic 30 BN4 - BN6 fz = 0.05 - 0.10 BN4 - BN6 fz = 0.05 - 0.12 BN4 - BN6 fz = 0.05 - 0.10 BN4 - BN6 fz = 0.05 - 0.12 30 BN4 - BN6 fz = 0.05 - 0.10 BN4 - BN6 fz = 0.05 - 0.10 BN4 - BN6 fz = 0.05 - 0.12
Hard rubber
BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.23 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.23 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.08 - 0.16
Annealed 31 IC908 L * IC908 S* IC908 L* IC908 S* 31 IC908 S* IC908 S*
* High temp. Cured 32 Vc = 15 - 50 Vc = 15 - 50 Vc = 15 - 50 Vc = 15 - 50 32 Vc = 15 - 50 Vc = 15 - 50
Annealed 33 33
S alloys Cured 34 BN4 - BN6 fz = 0.04 - 0.10 BN4 - BN6 fz = 0.04 - 0.10 BN4 - BN6 fz = 0.03 - 0.08 BN4 - BN6 fz = 0.03 - 0.08 34 BN4 - BN6 fz = 0.03 - 0.08 BN4 - BN6 fz = 0.03 - 0.08
Cast 35 35
BN7 - BN9 fz = 0.05 - 0.13 BN7 - BN9 fz = 0.05 - 0.13 BN7 - BN9 fz = 0.04 - 0.11 BN7 - BN9 fz = 0.04 - 0.11 BN7 - BN9 fz = 0.04 - 0.11 BN7 - BN9 fz = 0.04 - 0.11
Hardened 38 IC908 LB IC908 SA IC908 LB IC908 SA 38 IC908 SA IC908 SA
Vc = 25 - 50
Vc = 25 - 50
Vc = 25 - 50
Vc = 25 - 50
Vc = 25 - 50
Vc = 25 - 50
H Hardened steel Hardened 39 BN4 - BN6 fz = 0.06 - 0.15 BN4 - BN6 fz = 0.05 - 0.13 BN4 - BN6 fz = 0.06 - 0.15 BN4 - BN6 fz = 0.05 - 0.13 39 BN4 - BN6 fz = 0.05 - 0.13 BN4 - BN6 fz = 0.05 - 0.13
40
40
Cast
Hardened 41 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.20 41 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.20
* Standard edge geometries are not suitable for reaming titanium and high temperature alloys.
In order to choose a proper geometry, please ask for our recommendations.
• The given cutting data recommendations refer to the short holders (3xD effective reaming overhang). For longer holders,
the cutting speed should be reduced proportionally.
• For relatively large leading angles (spot-facing geometries), the feed should be reduced up to 30%.
• All the given cutting data recommendations refer to the machines with spindle through coolant supply.
(1) For workpiece materials list, see pages 1008-1043
ISCAR
680 ISCAR
680