
Page 683 - Iscar
P. 683
USER GUIDE
REAMERS
ATTENTION: Cutting tools can break during use. Indexing
To avoid injury always use safety precautions • Release the reaming head with the key, turning in
such as gloves, shields and eye protection. a counterclockwise direction until it rotates freely
• Rotate another one turn by hand
• Remove the reamer head from the tool; the
Assembly Instructions (BN5-BN9) clamping screw should remain inside!!!
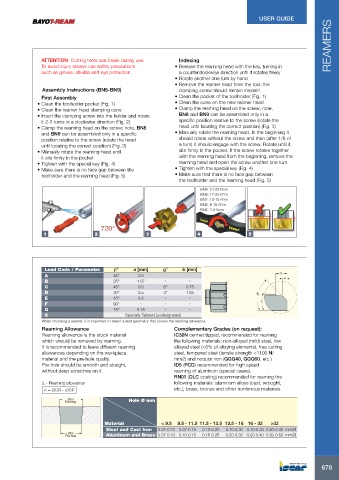
First Assembly • Clean the pocket of the toolholder (Fig. 1)
• Clean the toolholder pocket (Fig. 1) • Clean the cone on the new reamer head
• Clean the reamer head clamping cone • Clamp the reaming head on the screw; note,
• Insert the clamping screw into the holder and rotate BN8 and BN9 can be assembled only in a
it 2-3 turns in a clockwise direction (Fig. 2) specific position relative to the screw (rotate the
• Clamp the reaming head on the screw; note, BN8 head until locating the correct position) (Fig. 3)
and BN9 can be assembled only in a specific • Manually rotate the reaming head. In the beginning it
position relative to the screw (rotate the head should rotate without the screw and then (after 1/6 of
until locating the correct position) (Fig. 3) a turn) it should engage with the screw. Rotate until it
• Manually rotate the reaming head until sits firmly in the pocket. If the screw rotates together
it sits firmly in the pocket with the reaming head from the beginning, remove the
• Tighten with the special key (Fig. 4) reaming head and open the screw another one turn.
• Make sure there is no face gap between the • Tighten with the special key (Fig. 4)
toolholder and the reaming head (Fig. 5) • Make sure that there is no face gap between
the toolholder and the reaming head (Fig. 5)
BN9: 21-23 Nxm
BN8: 17-20 N*m
BN7: 13-15 N*m
BN6: 8-10 N*m
BN5: 7-8 Nxm
1 2 3 4 5
Lead Code / Parameter β° a [mm] g° b [mm]
b
A 45° 0.5 ־ ־ a
B 25° 1.07 ־ ־
C 45° 0.5 8° 0.75
D 30° 0.5 4° 1.85 β°
E 45° 0.2 ־ ־
F 90° ־ ־ ־ γ°
G 75° 0.15 ־ ־
X Specially Tailored (undesignated)
When choosing a reamer, it is important to select a lead geometry that covers the reaming allowance.
Reaming Allowance Complementary Grades (on request):
Reaming allowance is the stock material IC30N cermet tipped, recommended for reaming
which should be removed by reaming. the following materials: non-alloyed (mild) steel, low
It is recommended to leave different reaming alloyed steel (<5% of alloying elements), free cutting
allowances depending on the workpiece steel, tempered steel (tensile strength <1100 N/
material and the pre-hole quality. mm2) and nodular iron (GGG40, GGG60, etc.)
Pre-hole should be smooth and straight, ID5 (PCD) recommended for high speed
without deep scratches on it. reaming of aluminum (special cases).
RN01 (DLC coating) recommended for reaming the
Δ - Reaming allowance following materials: aluminum alloys (cast, wrought,
Δ = ∅DR - ∅DP etc.), brass, bronze and other nonferrous materials.
ØDR Hole Ø mm
Reaming
Material < 9.5 9.5 - 11.5 11.5 - 13.5 13.5 - 16 16 - 32 >32
Steel and Cast Iron 0.07-0.10 0.07-0.15 0.10-0.20 0.10-0.30 0.10-0.30 0.20-0.40 mm/Ø
ØDP
Pre-hole Aluminum and Brass 0.07-0.10 0.10-0.15 0.15-0.25 0.20-0.30 0.20-0.40 0.20-0.50 mm/Ø
679
679