
Page 670 - Iscar
P. 670
USER GUIDE
GUNDRILLS Standard Gundrill Length Calculations Example
H
Drilling of a ø10x500 depth hole on a gundrill machine
D
D=10 W=500 LA=70 B=250 (or per experience)
N W B F LA with ø25x70 mm driver code No. 57 (See page 664)
L=N+W+B+F+LA
Ls
L L=(35-10)+500+250+13+70=858 (OAL)
Ls=N+W+B=770 (flute length)
Standard Gundrill Carbide Head Length
Ordering Code
For example:
H D and Ls are available as standard
STGD-10000-0858-57-IC08
Diameter Range Head Length
D 2.50-3.80 20
3.80-4.05 23
4.05-5.05 25
5.05-6.55 30
6.55-11.05 35
D = Cutting diameter 11.05-18.35 40
H = Carbide length 18.35-21.35 45
N = Regrinding area = H-D 21.35-23.35 50
W = Hole depth 23.35-26.35 55
B = Chip evacuation area 26.35-32.00 65
= For typical gundrill machines, 250 mm Note: regrindable length=H-D
= For machining centers, 2xD (minimum 15 mm)
F = 10 mm.
LA = Driver length
LS = Flute length
L = Overall length
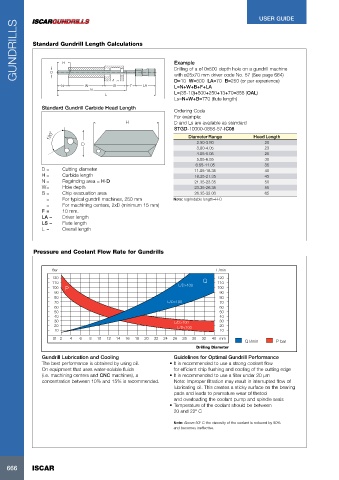
Pressure and Coolant Flow Rate for Gundrills
Bar L/min
120 120
110 L/D>100 Q 110
100 P 100
90 90
80 80
70 L/D<100 70
60 60
50 50
40 40
30 L/D>100 30
20 L/D<100 20
10 10
Ø 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 40 mm
Q l/min P bar
Drilling Diameter
Gundrill Lubrication and Cooling Guidelines for Optimal Gundrill Performance
The best performance is obtained by using oil. • It is recommended to use a strong coolant flow
On equipment that uses water-soluble fluids for efficient chip flushing and cooling of the cutting edge
(i.e. machining centers and CNC machines), a • It is recommended to use a filter under 20 µm
concentration between 10% and 15% is recommended. Note: Improper filtration may result in interrupted flow of
lubricating oil. This creates a sticky surface on the bearing
pads and leads to premature wear of thetool
and overloading the coolant pump and spindle seals
• Temperature of the coolant should be between
20 and 22º C
Note: Above 50º C the viscosity of the coolant is reduced by 50%
and becomes ineffective.
666 ISCAR