
Page 322 - Iscar
P. 322
SLOTTING CUTTERS
±0.1
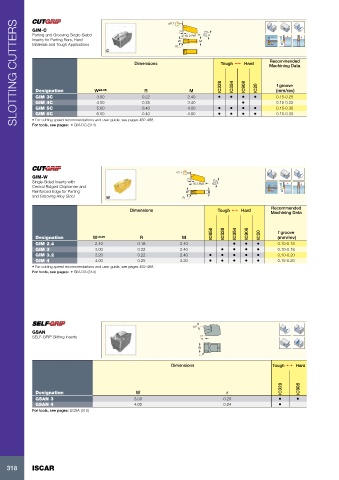
GIM-C 7°
Parting and Grooving Single-Sided 15.3 Ref. 5
Inserts for Parting Bars, Hard W M
Materials and Tough Applications
R
Recommended
Dimensions Tough 1 Hard
Machining Data
IC328 IC354 IC908 IC20 f groove
Designation W ±0.05 R M (mm/rev)
GIM 3C 3.00 0.22 2.40 • • • • 0.15-0.25
GIM 4C 4.00 0.25 3.40 • 0.15-0.25
GIM 5C 5.00 0.40 4.00 • • • • 0.15-0.30
GIM 6C 6.00 0.40 4.80 • • • • 0.15-0.30
• For cutting speed recommendations and user guide, see pages 462-468
For tools, see pages: • GM-DG (314)
±0.1
GIM-W 7°
Single-Sided Inserts with 15.3 Ref. 5
Central Ridged Chipformer and
Reinforced Edge for Parting W M
and Grooving Alloy Steel
R
Recommended
Dimensions Tough 1 Hard Machining Data
IC656 IC328 IC354 IC908 IC20 f groove
Designation W ±0.05 R M (mm/rev)
GIM 2.4 2.40 0.18 2.40 • • • 0.10-0.18
GIM 3 3.00 0.22 2.40 • • • • 0.10-0.18
GIM 3.2 3.20 0.22 2.40 • • • • • 0.10-0.20
GIM 4 4.00 0.25 3.20 • • • • • 0.15-0.20
• For cutting speed recommendations and user guide, see pages 462-468
For tools, see pages: • GM-DG (314)
12°
GSAN
SELF-GRIP Slitting Inserts 7°
W
r
Dimensions Tough 1 Hard
IC328 IC908
Designation W r
GSAN 3 3.00 0.20 • •
GSAN 4 4.00 0.24 •
For tools, see pages: SGSA (315)
318 ISCAR