
Page 317 - Iscar
P. 317
W C
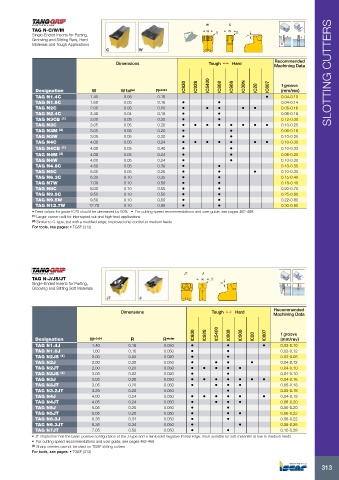
TAG N-C/W/M W R W R
Single-Ended Inserts for Parting, 7º
Grooving and Slitting Bars, Hard
Materials and Tough Applications
Recommended
Dimensions Tough 1 Hard
Machining Data SLOTTING CUTTERS
IC830 IC928 IC5400 IC808 IC908 IC30N IC20 IC807 f groove
Designation W W tol (±) R ±0.04 (mm/rev)
TAG N1.4C 1.40 0.05 0.16 • 0.04-0.10
TAG N1.6C 1.60 0.05 0.16 • • 0.04-0.14
TAG N2C 2.00 0.05 0.20 • • • • • 0.05-0.16
TAG N2.4C 2.40 0.04 0.16 • • 0.06-0.18
TAG N3CB (1) 3.00 0.05 0.35 • • 0.12-0.30
TAG N3C 3.05 0.05 0.20 • • • • • • • • 0.10-0.25
TAG N3M (2) 3.05 0.05 0.20 • • 0.06-0.18
TAG N3W 3.05 0.05 0.20 • • 0.10-0.25
TAG N4C 4.00 0.05 0.24 • • • • • • • 0.10-0.30
TAG N4CB (1) 4.00 0.05 0.40 • • 0.10-0.33
TAG N4M (2) 4.00 0.05 0.24 • • 0.06-0.20
TAG N4W 4.00 0.05 0.24 • • 0.10-0.30
TAG N4.8C 4.80 0.05 0.30 • • 0.10-0.35
TAG N5C 5.05 0.05 0.25 • • • 0.10-0.35
TAG N6.3C 6.30 0.10 0.35 • • 0.15-0.40
TAG N7W 7.00 0.10 0.50 • • 0.18-0.40
TAG N8C 8.00 0.10 0.50 • • 0.20-0.70
TAG N9.5C 9.50 0.10 0.50 • • 0.25-0.80
TAG N9.5W 9.50 0.10 0.50 • • 0.22-0.80
TAG N12.7W 12.70 0.10 0.85 • • 0.30-0.80
• Feed values for grade IC20 should be decreased by 50% • For cutting speed recommendations and user guide, see pages 462-468
(1) Larger corner radii for interrupted cut and high feed applications
(2) Similar to C-type, but with a modified edge; Improved chip control at medium feeds
For tools, see pages: • TGSF (312)
JT J
TAG N-J/JS/JT W R
Single-Ended Inserts for Parting, 7º
Grooving and Slitting Soft Materials
Recommended
Dimensions Tough 1 Hard
Machining Data
IC830 IC928 IC5400 IC808 IC908 IC20 IC807 f groove
Designation W ±0.04 R R ±toler (mm/rev)
TAG N1.4J 1.40 0.16 0.050 • • • 0.03-0.10
TAG N1.6J 1.60 0.16 0.050 • • 0.03-0.12
TAG N2JS (1) 2.00 0.02 0.020 • • 0.03-0.08
TAG N2J 2.00 0.20 0.050 • • • • 0.04-0.12
TAG N2JT 2.00 0.20 0.050 • • • • • 0.04-0.10
TAG N3JS (1) 3.05 0.02 0.020 • • 0.04-0.10
TAG N3J 3.05 0.20 0.050 • • • • • • • 0.04-0.16
TAG N3JT 3.05 0.20 0.050 • • • • 0.05-0.18
TAG N3.2JT 3.25 0.20 0.050 • 0.05-0.18
TAG N4J 4.00 0.24 0.050 • • • • • • 0.04-0.18
TAG N4JT 4.05 0.24 0.050 • • • • 0.06-0.20
TAG N5J 5.05 0.25 0.050 • • 0.05-0.20
TAG N5JT 5.05 0.25 0.050 • • • 0.06-0.22
TAG N6.3J 6.35 0.34 0.050 • • 0.06-0.22
TAG N6.3JT 6.35 0.34 0.050 • • 0.08-0.25
TAG N7JT 7.05 0.50 0.050 • • 0.10-0.28
• JT chipformer has the basic positive configuration of the J-type and a reinforced negative frontal edge; most suitable for soft materials at low to medium feeds.
• For cutting speed recommendations and user guide, see pages 462-468
(1) Sharp corners cannot be used on TGSF slitting cutters
For tools, see pages: • TGSF (312)
313